THOÁI HÓA NHỰA TRONG QUÁ TRÌNH ÉP
THOÁI HÓA NHỰA TRONG QUÁ TRÌNH ÉP
Sự phân hủy nhựa xảy ra khi các liên kết cộng hóa trị dọc theo chuỗi phân tử bị phá vỡ. Khi điều này xảy ra, độ dài của các chuỗi phân tử bị rút ngắn, làm giảm trọng lượng phân tử (MW) của polymer. Khi trọng lượng phân tử nhựa giảm, các đặc tính của vật liệu sẽ bị phân rã. Sự phân hủy polyme có thể xảy ra trong quá trình ép phun do nguyên nhân:

THOÁI HÓA NHỰA DO CHUẨN BỊ VẬT LIỆU KHÔNG ĐÚNG CÁCH
- Không sấy vật liệu trước khi sản xuất: đối với nhiều loại vật liệu, sấy là bước đầu tiên của quá trình chuẩn bị vật liệu giúp loại bỏ hơi nước khỏi vật liệu.
- Thời gian sấy không đủ: thời gian sấy có thể thay đổi tùy thuộc vào nhiệt độ và độ ẩm của vật liệu trước khi sấy. Nguyên liệu phải được sấy cho đến khi độ ẩm đạt mức an toàn cho quá trình ép.
- Nhiệt độ sấy không đủ: cần chú ý các tiêu chuẩn của vật liệu để đảm bảo sử dụng nhiệt độ sấy thích hợp. Nhiệt độ sấy không được cao hơn so với khuyến nghị của nhà cung cấp vật liệu để tránh phản ứng oxy hóa phân cắt các chuỗi phân tử và làm giảm trọng lượng phân tử của vật liệu.
Việc đo lường chính xác độ ẩm của vật liệu là rất quan trọng để duy trì MW của nhựa trong quá trình ép. Nếu có quá nhiều độ ẩm trong vật liệu, nó có thể gây ra phản ứng hóa học trong giai đoạn gia nhiệt làm phân hủy nhựa. Đối với nhựa có thể thủy phân (chẳng hạn như PA, PBT và TPU), nước sẽ phản ứng với mạch chính của các phân tử nhựa và phá vỡ chúng thành các chuỗi ngắn, làm giảm đáng kể tính chất của vật liệu. Các loại nhựa ưa nước (chẳng hạn như PPS, ABS và POM) chỉ gặp các vấn đề về mỹ quan sản phẩm. (Tham khảo thêm “Vì sao phải sấy vật liệu trước khi Ép nhựa”)
THOÁI HÓA NHỰA DO NHIỆT ĐỘ VÀ THỜI GIAN LƯU NHỰA
Các nhiệt độ cần được kiểm soát trong quá trình ép nhựa bao gồm nhiệt độ nòng (trục vít), nhiệt độ vòi phun (nozzle) và nhiệt độ khuôn. Hai nhiệt độ đầu tiên chủ yếu ảnh hưởng đến sự hóa dẻo và các hoạt động của nhựa, nhiệt độ khuôn chủ yếu ảnh hưởng đến chức năng và hoạt động làm mát nhựa.
Nhiệt độ nòng (trục vít): Khi vật liệu nằm trong trục vít sẽ liên tục được hấp thụ lượng nhiệt bổ sung từ các vòng gia nhiệt. Nếu vật liệu nằm trong trục vít quá lâu, năng lượng hấp thụ có thể đủ để phá vỡ các liên kết cộng hóa trị trong các chuỗi, do đó làm phân hủy vật liệu. Trong giai đoạn này nhiệt độ tác động đến quá trình hóa dẻo và gây ra ảnh hưởng đến tính chất vật liệu nhựa.
Nhiệt độ vòi phun: Nhiệt độ vòi phun thường thấp hơn nhiệt độ thấp nhất của trục vít để tránh chảy nhựa trong quá trình ép. Nhiệt độ vòi phun không được quá thấp, nếu không sẽ gây ra đông đặc sớm, có thể làm tắc vòi phun, hoặc có thể ảnh hưởng đến chức năng của sản phẩm. Nhiệt được tạo ra do quá trình ma sát có thể làm cho vật liệu bị phân hủy trong quá trình được bơm nhựa vào khuôn.
Nhiệt độ khuôn: Nhiệt độ khuôn có ảnh hưởng lớn đến chức năng bên trong và thẩm mỹ bên ngoài của sản phẩm. Giới hạn nhiệt độ trên và dưới của khuôn được xác định bởi độ kết tinh của nhựa, kích thước, cấu trúc của sản phẩm, các yêu cầu chức năng, cũng như các điều kiện quy trình khác (nhiệt độ nóng chảy, tốc độ phun, áp suất phun và chu kỳ, v.v. ).
| VẬT LIỆU | NHIỆT ĐỘ ÉP(℃) | NHIỆT ĐỘ KHUÔN (℃) | |
| ABS | 190-270 | 40-80 | |
| ABS/PC ALLOY | 245-265 | 40-80 | |
| ACETAL | 180-210 | 50-120 | |
| ACRYLIC | 220-250 | 50-80 | |
| CAB | 170-240 | 40-50 | |
| HDPE | 210-270 | 20-60 | |
| LDPE | 180-240 | 20-60 | |
| NYLON 6 | 230-290 | 40-90 | |
| NYLON 6 (30% GF) | 250-290 | 50-90 | |
| NYLON 6/6 | 270-300 | 40-90 | |
| NYLON 6/6 (33% GF) | 280-300 | 40-90 | |
| NYLON 11 | 220-250 | 40-110 | |
| NYLON 12 | 190-200 | 40-110 | |
| PEEK | 350-390 | 120-160 | |
| POLYCARBONATE | 280-320 | 85-120 | |
| POLYESTER PBT | 240-275 | 60-90 | |
| PET (SEMI CRYSTALLINE) | 260-280 | 20-30 | |
| PET (AMORPHOUS) | 260-280 | 20-30 | |
| POLYPROPYLENE (COPOLYMER) | 200-280 | 30-80 | |
| POLYPROPYLENE (HOMOPOLYMER) | 200-280 | 30-80 | |
| POLYPROPYLENE (30% TALC FILLED) | 240-290 | 30-50 | |
| POLYPROPYLENE (30% GF) | 250-290 | 40-80 | |
| POLYSTYRENE | 170-280 | 30-60 | |
| POLYSTYRENE (30% GF) | 250-290 | 40-80 | |
| PVC P | 170-190 | 20-40 | |
| PVC U | 160-210 | 20-60 | |
| SAN | 200-260 | 50-85 | |
| SAN (30% GF) | 250-270 | 50-70 | |
| TPE | 260-320 | 40-70 |
Biện pháp kiểm soát thoái hóa nhựa trong quá trình ép.
Kiểm soát việc sấy nhựa: Kiểm soát thời gian sấy, độ ẩm vật liệu, nhiệt độ sấy thích hợp với từng loại vật liệu (Tham khảo thêm Vì sao Phải Sấy vật liệu trước khi ép nhựa)
Kiểm soát nhiệt độ và thời gian lưu nhựa: Nhiệt độ trong quá trình sản xuất không chỉ ảnh hưởng đến khối lượng phân tử của sản phẩm mà còn ảnh hưởng tới thẩm mỹ và tính toàn vẹn của sản phẩm do đó cần kiểm tra nghiêm ngặt và mô phỏng đầy đủ khi sản xuất.
- Sử dụng trục vít và máy ép có kích thước thích hợp để sản xuất.
- Giảm chu kỳ ép nhựa.
- Tăng số cavity trong khuôn.
- Mô phỏng trước khi sản xuất.

Mô Phỏng trước sản xuất tại khuôn chính xác Duy Tân
Khuôn chính xác Duy Tân ứng dụng phầm mềm Moldflow thực hiện mô phỏng trước khi làm khuôn. Dự đoán các rủi ro về bề mặt, cong vênh, co rút kích thước. Từ đó giảm thiểu các nguy cơ có thể xảy ra, hiệu chỉnh trước khi thiết kế giúp giảm chi phí sửa chữa và đảm bảo tiến độ, kế hoạch làm khuôn.
Thiết lập thông số phù hợp với loại nhựa và máy Ép
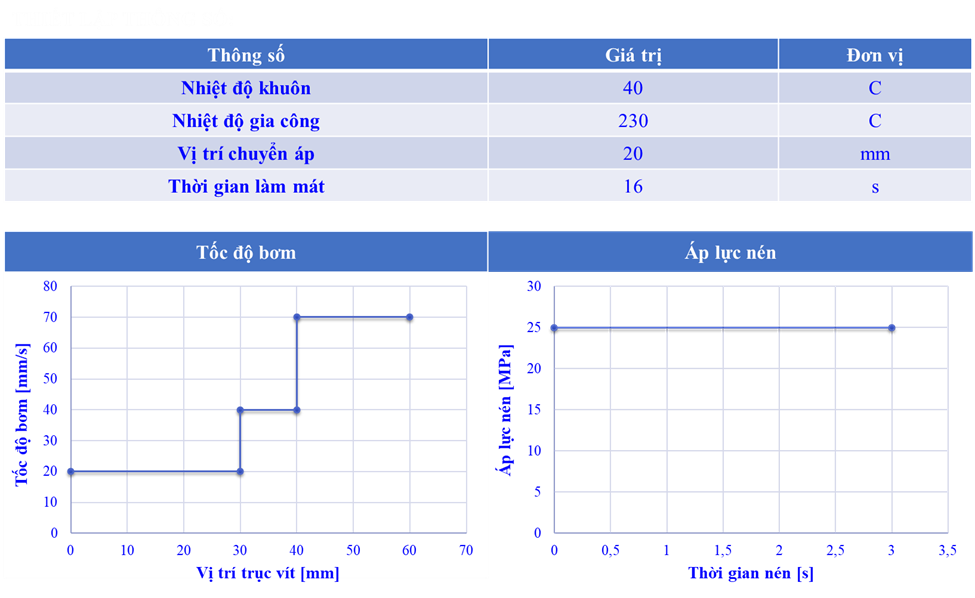
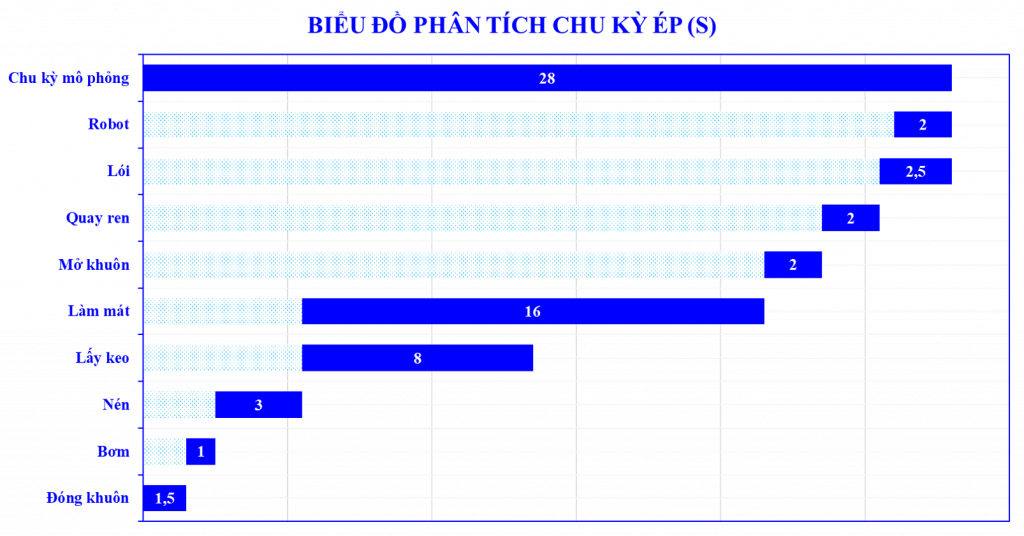
Phân tích chu kỳ ép: phân tích thời gian trong từng giai đoạn ép, tối ưu quá trình và rút ngắn thời gian ép nhựa.
Phân tích áp lực bơm, lực kềm, dòng chảy, nhiệt độ khuôn và quá trình giải nhiệt: tối ưu chu kỳ ép và chất lượng sản phẩm.
Phân tích ngộp hơi, đường hàn, và co rút: phát hiện các các khuyết tật trên sản phẩm.
 |
 |
Kết Luận
Để kiểm soát thoái hóa nhựa trong quá trình ép nhưng vẫn cần đáp ứng chu kỳ và chất lượng sản phẩm tốt nhất là một vấn đề lớn trong sản xuất sản phẩm nhựa. Các nhà làm khuôn và vận hành máy ép phải nắm rõ kiến thức về vật liệu, máy ép, khuôn ép nhựa.
Với công nghệ hiện đại và đội ngũ kỹ sư giàu kinh nghiệm, Khuôn Chính Xác Duy Tân hỗ trợ tối ưu sản phẩm và quá trình ép. Giúp nhà sản xuất nhựa tiết kiệm chi phí và tồi ưu lợi nhuận cho khách hàng.