PHƯƠNG PHÁP SẢN XUẤT CHAI NHỰA
Đúc thổi là một loại quy trình tạo hình nhựa để tạo ra các sản phẩm nhựa rỗng. Quá trình này liên quan đến việc làm nóng và làm phồng một ống nhựa được gọi là parison hoặc phôi đặt giữa hai khuôn Với tạo hình giống như hình dạng sản phẩm. Sau đó, không khí được cung cấp để thổi phồng ống nhựa làm cho thành mỏng hơn đến khi chạm vào thành khuôn. Khi quá trình thổi hoàn tất, sản phẩm sau đó được làm lạnh, đẩy ra, cắt bỏ nhựa thừa và chuẩn bị cho các quy trình thứ cấp.

Bao bì là những ứng dụng chính của đúc thổi, chiếm khoảng 49% thị phần đúc thổi toàn cầu. Tiếp theo là ngành xây dựng, sản phẩm tiêu dùng và vận tải. Thị phần đúc thổi trên toàn cầu ước tính vào khoảng 78 tỷ đô vào năm 2019. Dự kiến sẽ tăng trưởng hàng năm 2,8% từ năm 2020 đến năm 2027. Nguyên liệu thường được sử dụng trong quá trình đúc thổi là polyethylene (PE), polyethylene terephthalate (PET) và polypropylene (PP) .
I. LỊCH SỬ ĐÚC THỔI
Đúc thổi nhựa có nguồn gốc từ quá trình thổi thủy tinh cổ xưa. Quá trình ép phun đầu tiên với nguyên liệu thủy tinh được gọi là thổi tự do. Chúng được tạo ra vào khoảng thế kỷ 1 trước Công nguyên. Khuôn thổi thủy tinh sau đó được phát triển vào khoảng thế kỷ 1 sau Công nguyên.
Vật liệu đúc thổi đầu tiên được sử dụng ngoài thủy tinh là cao su tự nhiên. Quá trình này được cấp bằng sáng chế bởi Samuel Armstrong vào những năm 1850. Vào khoảng những năm 1930 với sự phát triển của máy đúc đòn đầu tiên của Tập đoàn Plax và sử dụng cellulose acetate làm nguyên liệu. Đến năm 1939, polyethylene mật độ thấp (LDPE phát triển bởi Imperial Chemical Industries từ Anh. LDPE phù hợp hơn cho đúc thổi, sau đó mở đường cho quá trình phát triển tiếp theo. Đến những năm 1950 đúc thổi chính thức được thương mại hóa.
II. QUY TRÌNH THỔI NHỰA
Đúc thổi là một quá trình bao gồm nấu chảy, Trộn, đùn, Thổi nhựa, làm mát và đẩy ra. Có thể sử dụng các quá trình làm mát, gia nhiệt bổ sung, kết hợp các chất phụ gia và chất tạo màu. Các quy trình bổ sung này phụ thuộc vào thiết kế và ứng dụng dự kiến của sản phẩm.
Nạp nhựa: Điều này được thực hiện bằng cách chuyển các hạt nhựa vào phễu máy đùn. Bơm chân không hút các hạt nhựa từ các túi hoặc thùng chứa lớn và chuyển chúng vào các xilô hoặc phễu chứa nguyên liệu thô. Một bộ tiếp liệu quay ở dưới cùng của silo điều khiển tốc độ nạp liệu vào máy ép nhựa hoặc máy đùn. Sau đó, không khí nén được sử dụng để chuyển các viên đã lưu trữ đến phễu trục vít hoặc bộ phận đùn. Trong các hệ thống khác, hạt nhựa từ các túi hoặc thùng lớn có thể được chuyển chân không trực tiếp đến phễu máy đùn mà không cần hệ thống dẫn khí riêng biệt.
Hóa dẻo, nấu chảy nhựa: Khi hạt nhựa đi vào và đi qua máy đùn, nó sẽ được nấu chảy bằng cách nhào trộn liên tục và đun nóng. Các bộ phận gia nhiệt bằng điện hoặc các vòng gia nhiệt quấn quanh thùng máy đùn để cung cấp nhiệt làm nóng chảy polymer. Vít máy đùn có các phần khác nhau phục vụ một mục đích cụ thể như cấp liệu, nén và đo khối lượng nhựa. Vít máy đùn được thiết kế để cung cấp đủ lực để trộn đều và đùn nhựa.
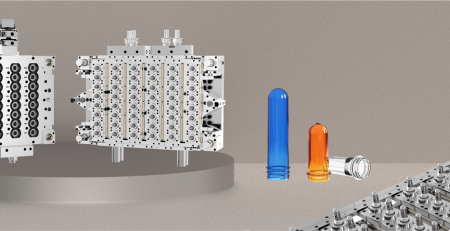
Đùn Parison hoặc ép phôi: Quá trình này là quá trình chuẩn bị cho parison hoặc phôi được thổi phồng. Điều này được thực hiện bằng cách đùn nhựa thông qua ép đùn tự do hoặc sản xuất phôi thông qua hoạt động ép phôi. Quy trình sản xuất phôi cụ thể được trình bày trong bài viết “KHUÔN PHÔI PET – DUYTAN MOLD”
Đóng khuôn: Hai tấm khuôn được đóng lại hoàn toàn chỉ chừa lại một lỗ để không khí được bơm vào và thổi phồng phôi trong khuôn.
Thổi phồng : Khí nén được đưa vào bên trong phôi. Điều này làm phồng phôi cho đến khi chạm vào thành khuôn giúp sản phẩm hình thành theo theo biên dạng của khuôn.

Làm mát và đẩy ra: Bước tiếp theo là quá trình làm mát. Thông thường, khi nhựa tiếp xúc với khuôn, nó sẽ nguội đi với tốc độ xác định trước, điều này giúp ổn định kích thước của sản phẩm. Sau khi làm nguội, khuôn mở ra và đẩy sản phẩm ra.
Cắt gọt bavia: Trong quá trình đùn thổi keo thừa và bavia chưa được tách ra khỏi sản phẩm. Hầu hết các máy đúc thổi đều có tính năng tự động xả hơi khi khuôn kẹp phôi. Nhưng trong một số trường hợp, flashing xuất hiện ở phần trên và dưới của sản phẩm, đặc biệt là ở phần mở nơi khí nén được bơm vào. Vật liệu thừa này được cắt bằng dao xoay hoặc cắt thủ công. Thông thường các phần thường này được thu thập và say nhỏ, tái chế lại có đặc tính gần giống nhất với nhựa nguyên sinh.
Kiểm tra rò rỉ: Đây là phương pháp kiểm tra chất lượng sử dụng trong sản xuất chai lọ hoặc vật liệu đóng gói. Trong bước này, lực nén được tạo ra bên trong chai. Sau đó, máy sẽ kiểm tra xem không khí đi vào hoặc thoát ra khỏi chai bằng cách theo dõi áp suất. Nếu phát hiện thấy rò rỉ chai sẽ bị loại bỏ khỏi hệ thống sản xuất.
Các quy trình thứ cấp khác: Các quy trình thứ cấp bao gồm dán nhãn, co màng và in lên chai nhựa. Sau khi hoàn thành các quá trình thứ cấp, sản phẩm được đóng gói và phân phối đến các nhà sản xuất hoặc người tiêu dùng cuối cùng.
III. CÁC LOẠI KHUÔN THỔI
Có hai loại đúc thổi chính: Ép thổi và đùn thổi. Chúng khác nhau tùy theo phương pháp sản xuất preform hoặc parison. Preform được kết hợp với phương pháp ép thổi. Parison được kết hợp với phương pháp đùn thổi.
Đùn thổi: bao gồm việc đùn một ống có chiều dài xác định bằng với chiều dài của khuôn. Bộ phận ngăn bịt kín ở một đầu ống keo. Trong khi đầu kia được ghép với phần cung cấp không khí. Không khí nén được đưa vào làm phồng sản phẩm đến khi chúng tiếp xúc với bề mặt khuôn. Khi đó, sản phẩm sẽ được làm nguội và được lấy ra khỏi khuôn khi sản phẩm đã ổn định về kiều dáng.
Có hai loại đúc thổi đùn chính được phân loại theo phương pháp đùn nhựa để tạo ra các parison. Là quá trình đúc thổi liên tục và gián đoạn.
Trong quá trình đùn thổi liên tục, nhựa được đùn ra liên tục trong khi máy chạy. Với đùn thổi gián đoạn máy đùn chạy trong một khoảng thời gian được chỉ định và làm đầy một khoang chứa nhựa, sau khi khoang chứa được làm đầy, một máy nén được kích hoạt và đẩy vật liệu từ khoang chứa qua đầu đùn.
Khuôn đùn thổi có thể được sử dụng để sản xuất nhiều loại chai, hộp đựng với nhiều hình dạng khác nhau chúng ta sử dụng trong cuộc sống hàng ngày như chai dầu ăn, dầu gội đầu, các mặt hàng chăm sóc cá nhân cùng nhiều ứng dụng khác nhau. Đùn thổi gián đoạn được sử dụng để chế tạo các bộ phận lớn hoặc các sản phẩm yêu cầu thành dày, chẳng hạn như các bình lớn, các thùng nhựa, phi nhựa…
IV. ĐÙN THỔI LIÊN TỤC
Đùn thổi liên tục là một phương pháp sản xuất khá đơn giản với chi phí thấp thường được các doanh nghiệp vừa và nhỏ trong nước sử dụng. Đúc đùn liên tục có thể tích hợp với nhiều loại thiết bị và phương pháp vận hành. Phương pháp này thường được kết hợp với các hệ thống chuyển động tịnh tiến hoặc bàn xoay để đưa khuôn đến các điểm tương ứng với các quá trình đúc thổi của kẹp, cắt, thổi phồng, làm mát và đẩy ra. Các khuôn được sử dụng liên tục khi chúng quay quanh trục bánh xe. Loại bánh xe xoay thích hợp cho sản xuất khối lượng lớn.
- Parison được tạo ra liên tục được đùn ra trong suốt quá trình thổi nhựa.
- Đùn thổi liên tục phù hợp vật liệu bền với nhiệt.
- Parison cần thổi ngay sau khi tạo ra do đó đùn thổi liên tục phù hợp với các ứng dụng chu kỳ ngắn.

Đúc thổi liên tục phù hợp để sản xuất các bộ phận nhựa có khối lượng ( thể tích) vừa và nhỏ, đòi hỏi đầu tư ít hơn và vận hành ít phức tạp hơn. Tuy nhiên, để sản xuất các sản phẩm lớn hơn, phải sử dụng nhựa có độ nhớt thích hợp. Đúc thổi liên tục cũng được sử dụng để đúc thổi nhựa nhạy cảm với nhiệt như PVC. Điều này là do thời gian chu kỳ ngắn hơn hạn chế sự phân hủy hoặc đóng rắn không mong muốn của polyme.
Các chai, thùng chứa có dung tích trung bình hoặc các sản phẩm rỗng lớn yêu cầu có parison lớn hơn thời gian để sản xuất các parison cũng lậu hơn dẫn đến trong thời gian chờ nhựa có thể bị chảy xệ. Có thể sử dụng phương pháp này với các ứng dụng dung tích lớn hơn tuy nhiên yêu cầu hệ thống hoạt động một cách đồng nhất và tối ưu thời gian chờ ở các giai đoạn. Phương pháp này thường được ứng dụng với các dung tích từ 10ml đến 10 lít.
Đúc thổi đùn gián đoạn: Với phương pháp đùn thổi gián đoạn ( đùn thổi tích lũy), một khoang chứa nhựa được tích đầy nhựa trước khi được đùn thành parison. Parison chỉ được tạo ra khi quá trình thổi sản phẩm trước đó đã hoàn thành. Đùn thổi gián đoạn sử dụng hệ thống thủy lực để đẩy parison ra ngoài một cách nhanh chóng giúp cách giảm tác động của trọng lực và cho phép kiểm soát chính xác độ dày của thành bằng cách điều chỉnh khe hở khuôn.
- Vật liệu nhựa được ép đùn được lưu trữ trong bộ tích lũy.
- Khi khuôn mở ra, bộ tích tụ đẩy vật liệu ra khỏi khuôn để tạo thành một khối.
- Nó được sử dụng cho các bộ phận có chu kỳ dài và vật liệu có độ bền nóng chảy thấp

Đúc thổi gián đoạn được sử dụng để sản xuất các sản phẩm lớn. Lợi thế chính đến từ tỷ lệ tích lũy và ép các sản phẩm đùn độc lập. Điều này giúp giảm chu kỳ khi sản xuất một sản phẩm nghĩa là trong quá trình sản xuất parison gần như không có thời gian chờ và ít chảy xệ. Do đó, có thể đạt được các sản phẩm được làm từ parison lớn ngay cả với nhựa có độ bền nóng chảy thấp.
Đúc thổi đùn có thể tạo ra một sản phẩm phức tạp hơn với nhiều lớp bằng cách sử dụng các công nghệ khác. Ép đùn ép liên quan đến việc đùn các loại nhựa riêng biệt với các đặc tính khác nhau. Thông qua các bộ các khuôn tích nhựa và các đường dẫn khác nhau.
V. INJECTION BLOW MOLDING
Ép thổi là một quá trình kết hợp. Đầu tiên, chúng ta phải sản xuất phôi bằng khuôn ép và sau đó thổi nó thành hình dạng yêu cầu, do đó cần có hai khuôn: một khuôn ép để phôi và một khuôn để thổi sản phẩm nhựa. Phương pháp này thường được sử dụng để sản xuất chai từ vật liệu PET và được chia thành hai phương pháp sản xuất chính là ép thổi một công đoạn và ép thổi 2 công đoạn. Để làm rõ phương pháp sản xuất này có thể xem thêm tại bài viết “ So sánh ép thổi một công đoạn và ép thổi hai công đoạn”

VI. VẬT LIỆU
Vật liệu nhựa thường được sử dụng trọng đúc thổi là vật liệu nhựa nhiệt dẻo chúng dễ bị biến dạng khi bị tác động bởi nhiệt độ. Đúc thổi được sử dụng rộng rãi trong sản xuất chai nhựa, đó là lý do tại sao hầu hết các vật liệu nhựa đều có các đặc tính phù hợp cho ứng dụng đó. Hiện nay, đúc thổi đang trên đà phát triển trong ngành vận tải, xây dựng và hàng tiêu dùng. Điều này làm cho các loại nhựa kỹ thuật như polyamide và polycarbonate cũng có thể được thổi.
Polyethylene (PE): Polyethylene là vật liệu đúc thổi được sử dụng rộng rãi nhất. Polyethylene có nhiều đặc tính như dễ gia công, dẻo dai và linh hoạt, không có mùi và không có độc tố, khả năng ngăn nước tốt, cách điện và giá thành thấp. Nó có hai loại chính: polyethylene mật độ cao (HDPE) và polyethylene mật độ thấp (LDPE).

Polyethylene mật độ cao (HDPE): Trong số các loại polyethylene, HDPE là nguyên liệu thô chiếm ưu thế hơn về thị phần. Cấu trúc phân tử có ít sự phân nhánh dẫn đến lực liên kết phân tử cao hơn. Điều này mang lại cho HDPE độ cao.
Polyethylene mật độ thấp (LDPE): LDPE có một chuỗi polyme phân nhánh có lực liên phân tử yếu. Điều này dẫn đến độ bền kéo và dễ thẩm thấu hơn HDPE. Tuy nhiên, nó có độ bền va đập và khả năng phục hồi tốt hơn HDPE.
Polyethylene Terephthalate (PET): PET được biết đến với khả năng ngăn chách không khí tối đặc biệt với đối với carbon dioxide. Điều này làm cho vật liệu có tính ứng dụng cao trong sản xuất chai đựng đồ uống có ga. Tuy nhiên, nhược điểm của việc sử dụng PET là nó có tính liên kết với nước. Nó có xu hướng hấp thụ nước gây khó khăn cho quá trình xử lý vì nhựa cần phải được làm khô trước khi đùn.
Polypropylene (PP): Polypropylene là một loại polymer có thể có nhiều đặc tính phụ thuộc vào trọng lượng phân tử, hình thái, cấu trúc tinh thể, chất phụ gia . Nó có thể được sản xuất thành polyme với độ kết tinh cao; do đó, độ bền kéo và độ cứng cao hơn có thể so sánh với HDPE. Hơn nữa, chúng có thể chịu được nhiệt độ cao hơn mà không bị xuống cấp. Nhược điểm của việc sử dụng PP là dễ bị phân hủy và oxy hóa do tia cực tím.
Polyvinyl Clorua (PVC): Polyvinyl Clorua là một vật liệu đa năng khác có thể được pha chế với các chất phụ gia. PVC có thể thay đổi thành độ cứng dựa và khối lượng phu gia được thêm vào nhựa. Tuy nhiên, PVC có thể thải ra các chất ô nhiễm, axit và chất độc có hại trong quá trình sản xuất hoặc phân hủy. Các thành phần hợp chất của nó hiện đang được FDA, EPA và các tổ chức khác quản lý.
Nylon hay Polyamide (PA): Polyamide được coi là một loại nhựa kỹ thuật có đặc điểm là dẻo dai, chịu va đập cao, chịu được dung môi, chịu mài mòn tốt, có thể biến tính để có khả năng chịu nhiệt cao. Sản xuất PA chủ yếu đi vào sản xuất sợi. Chỉ khoảng 10% sản lượng PA được sử dụng trong quá trình tạo hình nhựa. Các ứng dụng phổ biến của PA đúc thổi là các bộ phận ô tô và thùng nhiên liệu.
Polycarbonate (PC): Polycarbonate dễ dàng được gia công bằng các phương pháp đúc khác nhau, trong đó phổ biến nhất là ép phun và đùn tấm. Trong đúc thổi, ứng dụng thông thường của nó là sản xuất chai. Nhựa polycarbonate được biết đến với độ bền va đập cao, khả năng chịu nhiệt, cách điện tốt, độ trong suốt, tính chất ngăn nước tốt và đặc tính chống cháy vốn có.
Copolyester: Copolyester có độ ổn định oxy hóa nhiệt rất cao, khả năng chống cháy vốn có, tính trơ hóa học, độ trong tuyệt vời và các đặc tính cơ học tốt. Nó có thể được đúc thành các thùng chứa có thành mỏng ở tốc độ cao. Hơn nữa, nó có tính chất bôi trơn và chống dính.
VII. KẾT LUẬN
Đúc thổi là một loại quy trình tạo hình nhựa tạo ra các chai nhựa rỗng. Quá trình này làm nóng và làm phồng một ống nhựa được gọi là parison hoặc phôi. Đúc thổi nhựa có nguồn gốc từ quá trình thổi thủy tinh. Đúc thổi là một quá trình khá đơn giản bao gồm nấu chảy, trộn đều, đùn, đúc (thổi), làm mát và đẩy ra.
Liên Hệ Tư Vấn :