So sánh Two-shot injection molding (Khuôn ép hai màu), Overmolding (Ép chồng).
Ép phun là quá trình phổ biến để sản xuất sản phẩm nhựa, có thể dễ dàng tạo ra các sản phẩm chính xác với hình dạng phức tạp và gần như không gây ra tác động xấu đến môi trường. Ép phun thường được ứng dụng cho các ngành hàng như bao bì, chi tiết ô tô, máy móc, chi tiết kỹ thuật, sản phẩm gia dụng …
Trong bài viết này DuytanMold sẽ đi vào phân tích và so sánh 2 công nghệ sản xuất khuôn ép tiên tiến hiện nay: Two-shot injection molding (Ép hai màu, Khuôn hai màu) và Overmolding (Ép chồng).
Two-shot injection molding ( Khuôn ép hai màu )
Ép 2 màu là gì?
Ép 2 màu hay còn gọi là ép 2 thành phần hoặc nhiều thành phần. Công nghệ này cho phép tạo ra các sản phẩm nhiều vật liệu hoặc nhiều màu mà không cần thêm các bước lắp ráp bổ trợ.

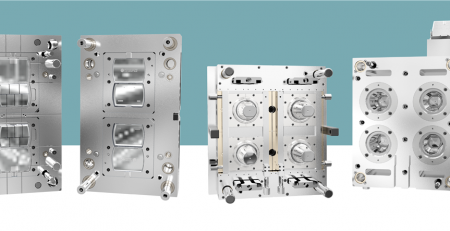
Cấu tạo khuôn hai màu và máy ép hai màu:
Về cơ bản, cấu tạo khuôn ép 2 màu gần giống với khuôn thông thường nhưng ở vị trí đối xứng qua trục các cavity sẽ có cấu tạo khác nhau.
- Phần âm (dạng hốc, lõm) có hình dạng khác nhau giữa các hốc, được gắn trên tấm cố định của máy và quyết định đến hình dạng mặt ngoài của sản phẩm.
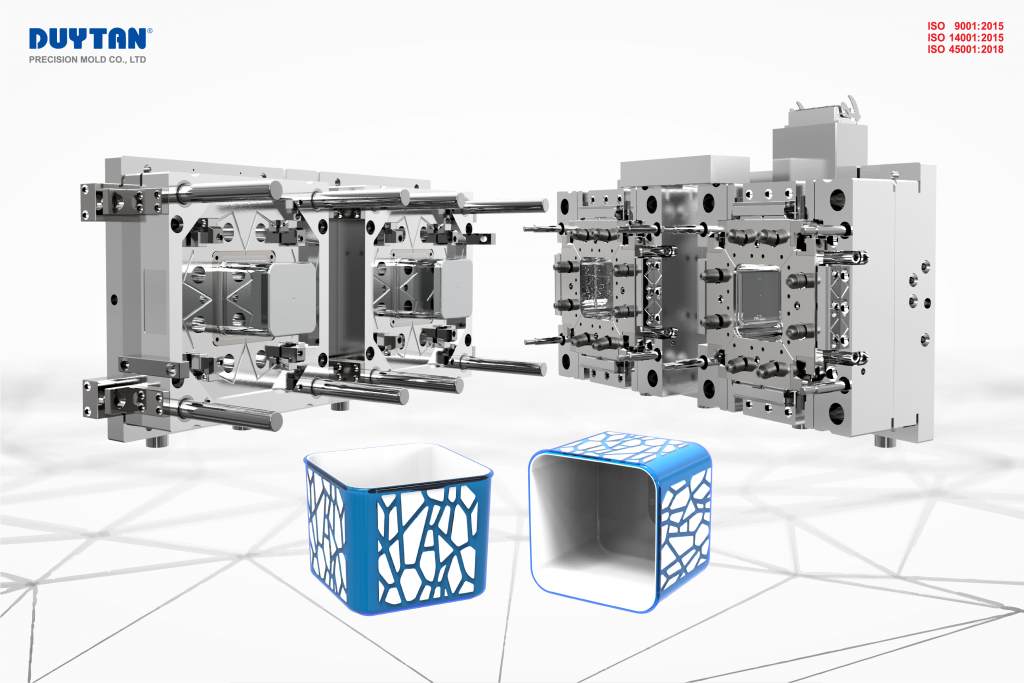
- Khuôn dương được gắn trên tấm quay. Khi nhựa màu đầu tiên được bơm vào khuôn và làm nguội, khuôn được mở một lần. Sau đó, khuôn dương quay 180 độ, đến vị trí của khuôn để ép màu thứ hai và thu được sản phẩm ép hai màu. Nếu máy ép không có bộ phận quay có thể sử dụng cánh tay robot để chuyển bán thành phẩm sang khuôn tiếp theo.
- Khi bán thành phẩm đã được đưa vào đúng vị trí. Vật liệu thứ hai được bơm vào và liên kết với vật liệu đã được bơm từ trước đó. Sản phẩm được làm nguội mở khuôn lần 2 và đẩy ra ngoài.
- Cấu tạo máy ép 2 màu cần phải có 2 thùng chứa và 2 xi lanh, tại mỗi giai đoạn trong chu kỳ ép các cổng bơm được mở lần lượt để thực hiện quá trình.
 |
 |
Ưu điểm ép 2 màu
- Tạo ra sản phẩm phức tạp với độ chính xác cao, chi phí thấp và độ bền cao.
- Cung cấp nhiều giải pháp về góc độ thiết kế sản phẩm. Có thể tạo ra các sản phẩm có hình dáng phức tạp và chứa nhiều màu sắc, làm cho các chi tiết có tính thẩm mỹ hơn.
- Không cần xử lý hậu kỳ: giảm thời gian sản xuất, giảm chi phí hậu cận.
- Chi phí khuôn ép hai màu ban đầu có thể cao và máy 2 màu đắt hơn máy ép phun tiêu chuẩn. Những chi phí này có thể được bù đắp bằng tiết kiệm lao động và chi phí lắp ráp khi vận hành sản xuất lớn.
- Nâng cao tính năng sản phẩm bằng việc sử dụng nhiều vật liệu khác nhau VD: nhựa + cao su
- Thay thế một phần hoặc toàn bộ hoạt động trang trí sau ép.
- Giảm rung, tiếng ồn với sản phẩm yêu cầu cách âm.
- Cải thiện mức độ an toàn của sản phẩm: Liên kết của sản phẩm ép 2 công đoạn tốt hơn so với 2 bộ phận được lắp ghép lại với nhau.
Lưu ý trong ép 2 màu:
- Độ bám dính của vật liệu : Hai vật liệu phải có độ bám dính tốt.
- Vật liệu trong lần bơm thứ nhất phải có nhiệt độ nóng chảy bằng hoặc cao hơn vật liệu trong lần bơm thứ 2.
- Bề mặt cavity khuôn thứ nhất cần có độ nhám để tăng độ kết dính.
- Hai hình dạng của cavity phải khác nhau, tạo thành một sản phẩm riêng biệt, trong khi hai hình dạng của lõi phải hoàn toàn giống nhau.
- Khuôn phải định vị đúng vị trí sau khi xoay 180 độ.
- Độ dày tối thiểu và độ dày tối đa thành của khuôn cần phải đáp ứng yêu cầu kỹ thuật.
- Sản phẩm phải được lấy ra dễ dàng để tránh làm xước sản phẩm trong quá trình chuyển từ lòng khuôn thứ nhất sang lòng khuôn thứ 2.
- Lần ép thứ 2 có thể gây biến dạng hình dáng từ lần ép thứ nhất.
Overmolding (Ép chồng).
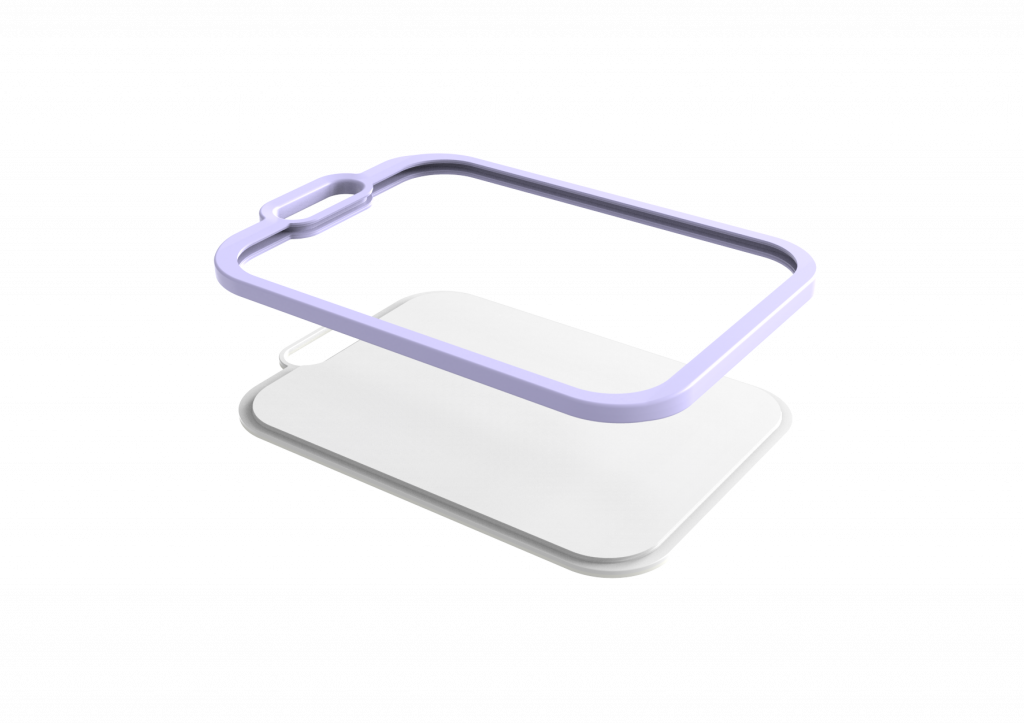
Overmolding là một quá trình trong đó một bộ phận được tạo ra bằng cách sử dụng hai hoặc nhiều vật liệu kết hợp với nhau. Thông thường, vật liệu đầu tiên (chất nền), sẽ được bao phủ một phần hoặc toàn bộ bởi các vật liệu tiếp theo trong quá trình sản xuất.
 |
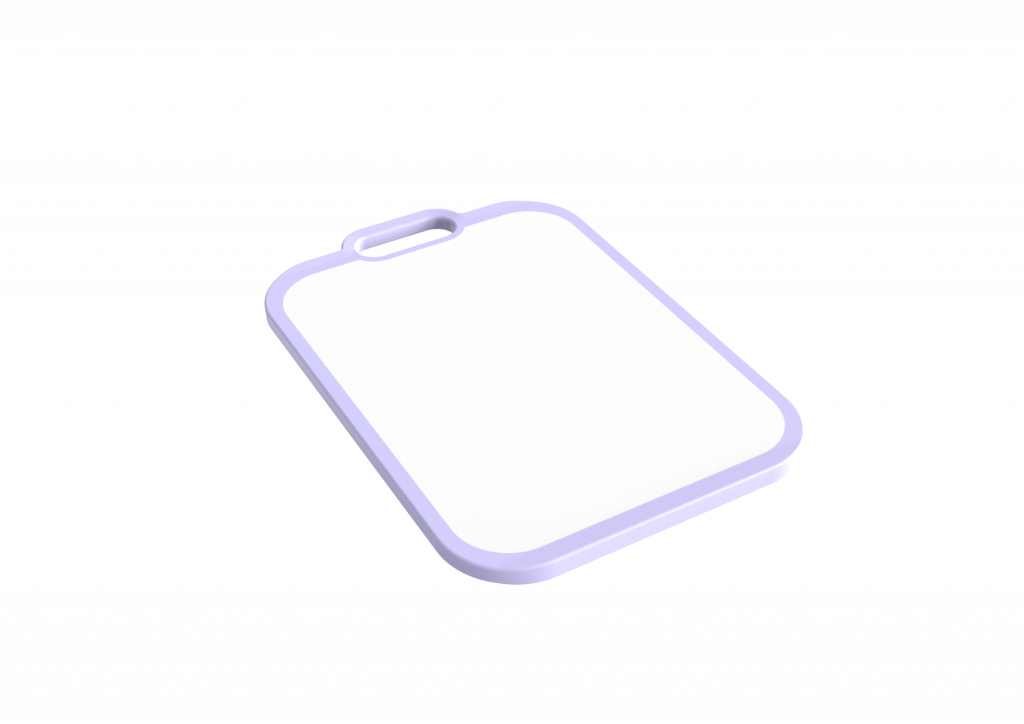 |
Quá trình Overmolding được sản xuất từ 2 khuôn riêng biệt, khuôn đầu tiên tạo ra bán thành phẩm (sản phẩm nền), sau đó, một lớp thứ hai được ép trực tiếp lên trên lớp thứ nhất để tạo ra một sản phẩm được hợp nhất giữa hai vật liệu. Công nghệ này thường được sử dụng để sản xuất các bộ phận bằng nhựa có tay cầm bằng cao su hoặc các sản phẩm sử dụng kim loại để gia tăng độ cứng của sản phẩm.
Trong quá trình ép cần lưu ý về nhiệt độ và khả năng kết dính của vật liệu có tương thích hay không từ đó có quyết định về vật liệu phù hợp phù hợp:
Các chất thường để được sử dụng trong Ép 2 màu và Overmolding.
- ABS (Acrylonitrile Butadiene Styrene)
- HDPE (Polyethylene mật độ cao)
- PEEK (Polyether Ether Ketone)
- Nylon (Polyamide)
- PC (Polycarbonate)
- PE (Polyetylen)
- PEI (Polyetherimide)
- PBTR (Polybutylen Terephthalate)
- PMMA (Acrylic)
- POM (Polyoxymethylene)
- PP (Polypropylene)
- SI (Silicone)
- TPE (Chất đàn hồi nhiệt dẻo)
- TPU (Polyurethane nhiệt dẻo)
- TPR (Cao su nhiệt dẻo)
Các ứng dụng của Overmolding
- Nhựa trên nhựa– Khuôn ép đầu tiên tạo hình dáng sản phẩm nhựa và được đưa và khuôn tiếp theo để tiến hành ép loại nhựa thứ 2. Hai loại nhựa có thể khác nhau về màu sắc hoặc vật liệu nhựa.
- Cao su trên nhựa– phần nhựa cứng được ép để làm nền. Sau đó, một lớp cao su mềm hoặc TPE được điền đầy lên bề mặt hoặc xung quanh. Thường được sử dụng để tạo vùng cầm mềm cho phần cứng.
- Nhựa trên kim loại– Đầu tiên một nền kim loại được gia công, đúc hoặc tạo hình. Sau đó, được đưa vào khuôn ép và nhựa được lấp đầy lên trên bề mặt hoặc xung quanh kim loại. Thường được sử dụng để bọc kim loại trọng nhựa.
- Cao su trên kim loại– Đầu tiên một nền kim loại được gia công tạo hình. Sau đó, sản phẩm được đưa vào khuôn ép và cao su hoặc TPE được lấp đầy lên trên bề mặt hoặc xung quanh kim loại.
Ưu điểm và nhược điểm của Overmolding
Ưu Điểm
Quá trình ép chồng và Ép 2 màu đều có những ưu điểm giống nhau. Cả hai đều nhanh chóng tạo ra các bộ phận bền, đáng tin cậy và chống rung với hình dạng phức tạp, nhưng Overmolding phù hợp nhất cho các hoạt động sản xuất khối lượng thấp.
- So với ép 2 màu, việc sản xuất khuôn ép chồng dễ dàng thực hiện hơn do có thể thực hiện bằng các máy Ép tiêu chuẩn.
- Trọng lượng và diện tích vật được ép có thể lớn hơn so với Ép 2 màu.
- Dễ tìm kỹ sư vận hành và đối tác sản xuất hơn.
- Chi phí ở khối lượng sản xuất trung bình và thấp rẻ hơn với ép hai màu.
- Có thể lưu kho bán thành phẩm trước khi sản xuất sản phẩm cuối.
- Từng bộ phận có thể được đặt hàng từ nhiều nhà cung ứng.
Về nhược điểm
- Dung sai của các bộ phận thường kém hơn so với dung sai có thể đạt được bằng phương pháp ép 2 màu.
- Sản phẩm cần quá trình hậu cần giữa hai giai đoạn ép.
- Sản lượng sản xuất thấp hơn so với ép 2 màu.
Kết luận:
Ép 2 màu và Overmolding đều là cách thức hiệu quả để tạo ra các bộ phận bền được làm từ hai hoặc nhiều vật liệu hoặc hai màu trở lên. Để lựa chọn giữa hai hình thức này nhà sản xuất cần xem xét các yêu cầu về khối lượng sản xuất và yêu cầu kỹ thuật của từng dự án nhất định. Ép 2 màu có lợi hơn đối với các hoạt động sản xuất lớn hơn, trong khi Overmolding lại tốt hơn cho các hoạt động sản xuất khối lượng thấp.
Thông thường các hình thức này được ứng dụng trong các sản phẩm yêu cầu độ phẩm mỹ cao, khả năng liên kết sản phẩm tốt, yêu cầu nhiều vật liệu để bảo vệ sản phẩm bên trong, cách âm, chống ồn, chống rung, giảm tác động của lực lên sản phẩm và người sử dụng như: Ghế tập Gym, ốp điện thoại, các sản phẩm y tế, đồ điện tử, sản phẩm gia dụng,…