PETプリフォーム金型 – DUYTAN MOLD
PETプリフォームとはなんですか
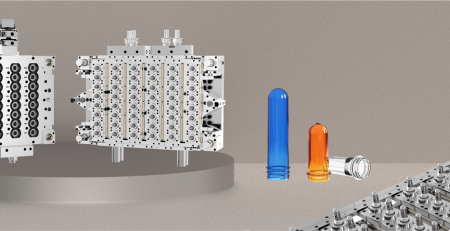
試験管のような形をしたPETプリフォームは、射出成形技術で作成され、ポリエチレンテレフタレート(PET)と呼ばれるプラスチック材料を使用します。PETプリフォームの製造は、PETプラスチックボトルの製造の一つの段階です。 ボトルにブローする前に、メーカーは、ブロープロセスに容易にし、ボトルがボトルの体積、高さ、肉厚さ、形状、重量などの適切なパラメーターを達成できるように、プリフォームを作成する必要があります。 エンジニアは、形状、重量、容量などの顧客の要件に基づいて、ペットボトルのタイプごとに最適なプリフォームを設計および製造します。

PETプリフォーム用インジェクション金型とはなんですか
金型は、プラスチック製品を成形するための多くのくぼみを備えた装置です。 必要な数の射出成形サイクルで使用できるように設計されています。 構造の面では、金型は一緒に組み立てられた多くの部品のクラスターです。 ここでプラスチックを注入して製品を成形し、冷却して排出します。
PET製品は長いチューブ形状と薄い肉厚を持っているため、ホットランナー技術はPETプリフォーム射出成形金型を製造する上でほぼ不可欠な要素です。 キャビティとコアの材料も、従来の金型よりも小さくて長いため、慎重に選択する必要があります。製造には非常に高いレベルの精度が必要であり、わずかな偏差でも大きな損傷を引き起こす可能性があります。
PETプラスチックのメリット
PETプラスチックには次のメリットがあります。(1)空気を防ぐ能力。 (2)優れた耐圧性、耐クリープ性。 (3)優れた耐衝撃性。 (4)透明度が高く、表面の光沢があります。 (5)においがない。 (6)使い捨てで安全な飲食物(7)完全にリサイクル可能。
PETプリフォームの利点
さまざまなデザインでボトルや容器を製造する
プリフォームはボトルの形状と体積に基づいて製造されますが、PETプラスチックのブローと伸縮性の能力により、さまざまな体積と形状のプラスチックボトルを柔軟に製造できます。生産されるペットボトルの体積は、元のプリフォームの体積と比較して1/5から1/10に達することができます。
例:15.6gプリフォームは、250mlのベットボトルを生産する又は、最大500mlのベットボトルを生産することもできますが、内部の製品を安全に保護することもできます。
ただし、ブロープロセス中にプリフォームの口のサイズと重量は変化しません。 また、ボトルの重量、形状、体積は、ボトルの硬度だけでなく、支持力にも直接関係するため、用途ごとに適切なプリフォームを選択する必要があります。

わずかなストレージスペースを占有します。
PETプリフォームの保管および輸送能力は、何度もプローされたボトルよりも少ないスペースで占めます。 季節的な性質に基づいて、企業のビジネスシーズンに入る前に、工場の能力を最適化するために、プリフォームを何ヶ月も前に生産することができます。 最大30万から40万プリフォームを収容できる10トンのトラックを輸送する能力について、工場間の輸送コストを削減します。
ボトルの厚さを均等に制御する
再加熱中、加熱位置、加熱範囲、および加熱電力は、さまざまなPETボトルおよびプリフォームの形状に合わせて調整できます。 プリフォームを均等に伸ばして、均一な厚さのボトルを製造できます。
生産の専門化、コスト削減
ボトル製造業者はプリフォーム射出成形金型を投資する必要はありませんが、市場で入手可能なプリフォームを購入することができます。 プローの成形機は、工場の 充填ラインに統合することもできます。 さらに、この分離は、製造業者が製品の季節特性を最適化するのに役立ち、プリフォームを事前に生産して保管するか、次の取引シーズンを待つ間に、別々にプリフォームを取引することができます。
PETプリフォームの製造プロセス。
この方法では、プリフォームを成形機と射出成形金で製造し、次にプリフォームを冷却して半製品として保管します。 ボトルの製造が必要な場合、プリフォームはボトルブロー温度に再加熱され、ボトルブロープロセスに移されます。
ステップ1:PETプラスチックの乾燥
PETは吸湿性の材料であり、湿度が高すぎると高温で加水分解を引き起こし、PETの分子量を低下させ、PET製品の機械的特性、結晶化度、美観を低下させます。 PETペレットは、0.05%以下の水分含有量まで乾燥する必要があります。 PETプラスチックの乾燥温度は140〜180℃で約4時間です。
ステップ2:PETプリフォームを成形する
- クランプ:これは、金型の両側がクランプ装置によって固定に保持される最初のプロセスです。油圧ロッドが準備位置で金型をしっかりと固定し、シリンダーが樹脂を金型に注入します。
- 押し出し:ホッパーから移動シリンダーを介して、プラスチックペレットがホットチャンバーに入れられ、そこでプラスチックペレットが溶融形態に変わり、金型に注入されて空のキャビティが充填されます。
- 冷却:金型の形状に応じて溶融したプラスチックが固体になる冷却プロセス。個々の金型タイプごとに、考慮される各タイプのプラスチックの熱特性、溶融指数、機械的特性などの肉厚さに応じて、プラスチック製品の設計ごとに異なる冷却時間があります。
- 製品を取り出す:型を開いた後、型の一部は、製品が目的の形状になったら製品を押し出すのに役立ちます。
ステップ3:倉庫保管と生産
成形した後、プリフォームは室温まで冷却され、半製品に保管されるか、ボトルブロー成形機に運ばれます。
ステップ4:ペットボトルをブローする
プリフォームは、120°Cまで加熱された加熱システムを通過し、ボトルブロープロセスを実行します。
Duy TanPrecisionMoldのPETプリフォーム
Duy Tan 精密金型会社は、15年以上にわたって、次のようなさまざまな規格のPETプリフォームを研究および製造してきました。PCO 1881、PCO1810、29 / 25; 26/25、ASTM 2911、28mm、38mm、30mm、56mm、110mmなどの炭酸水ボトルプリフォーム。12mmから138mmまでのさまざまなサイズ。 包装、食品、飲料、医薬品、薬品・化粧品、工業市場のニーズに応えます。
当社では、下記のようなブランドの最新の機械を備えています。
機械加工機:マキノD500、マキノDf15、マザック150、マザック350、など
EDMマシン:ソディック、シャルミーユなど
品質検査機:ミツトヨCMM、ミツトヨQM高度測定器、RASN材料硬度測定器
経験豊富でよく訓練された人員のシステムに加えて、DuyTan Moldは常に顧客に最高の射出成形金型製品を提供します
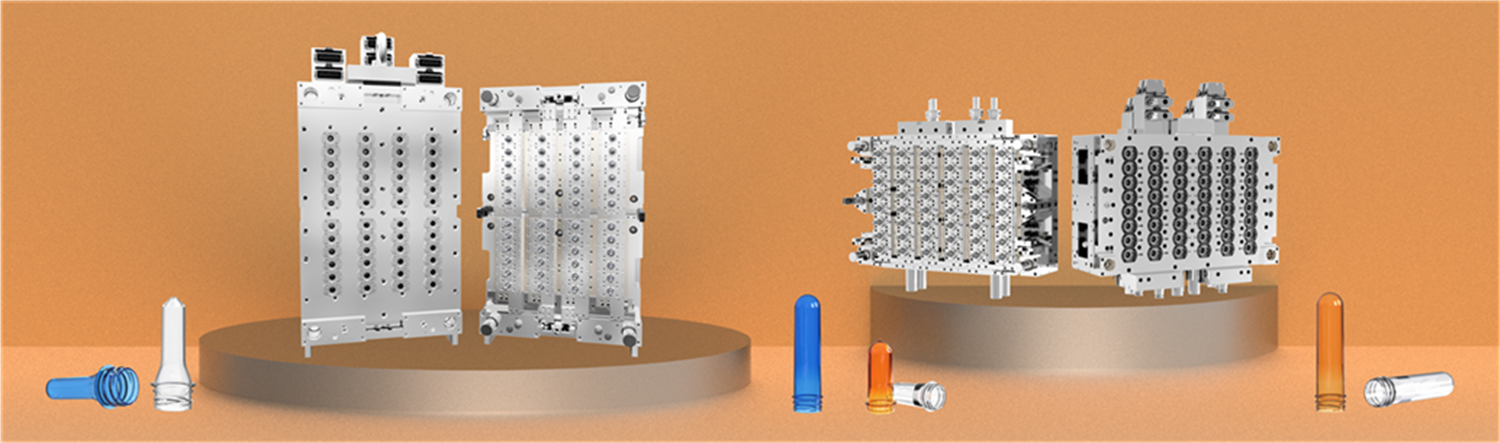
8.5gの飲料水ボトル用プリフォーム金型
| ✔️キャビティ数:48キャビティ
✔️サイクル:20/21s ✔️製品の重量:8.5g ± 0.2 ✔️ボトルネックタイプ:スクリュー20mm |
 |
20gの押しキャップ用プリフォーム金型
| ✔️キャビティ数:48
✔️材料名:PET ✔️サイクル:28s ✔️製品の重量:20g ± 0.4 ✔️ボトルネックタイプ:スクリュー 30mm |
 |
D38 20gスクリューキャップ用プリフォーム金型
| ✔️ キャビティ数:48 cav
✔️材料名:PET ✔️サイクル:28s ✔️製品の重量:20g ± 0.4 ✔️ ボトルネックタイプ:スクリュー 30mm |
 |
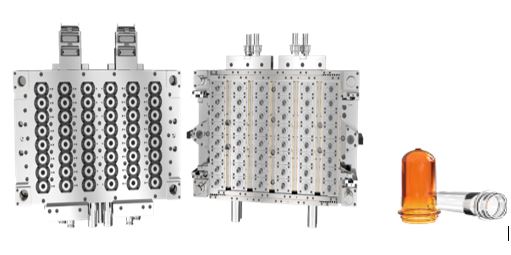
D70 21.5gスクリューキャップ用プリフォーム金型
| ✔️ キャビティ数:12 cav
✔️材料名:PET ✔️ サイクル:20s ✔️製品の重量:21.5g ±0.4 ✔️ ボトルネックタイプ:スクリュー 70mm |
 |
D53 22g スクリューキャップ用プリフォーム金型
| ✔️ キャビティ数:24 cav
✔️材料名:PET ✔️ サイクル:21.5s ✔️製品の重量:22g ±0.4 ✔️ ボトルネックタイプ:スクリュー53mm |
 |
Duy Tan Precision Mold Co.、Ltd.は、PETプリフォーム射出成形金型の製造に20年以上の経験があります。 当社は、プレスプロセスの信頼性を提供し、潜在的なリスクを低減し、要件を満たしていないプリフォーム、欠陥のあるプリフォームの原因によるコストを回避する、高性能で安定したPETプリフォーム射出成形システムを製造しています。 顧客にとって最適なコストを確保します。
お問い合わせ
Duy Tan Precision Mold Co.、Ltd.
Hotline : +84 28 3754 5418 (ext. 728) | Fax: +84 28 37 54 54 16
Info@duytanmold.com | Facbook: https://www.facebook.com/KhuonChinhXacDuyTan