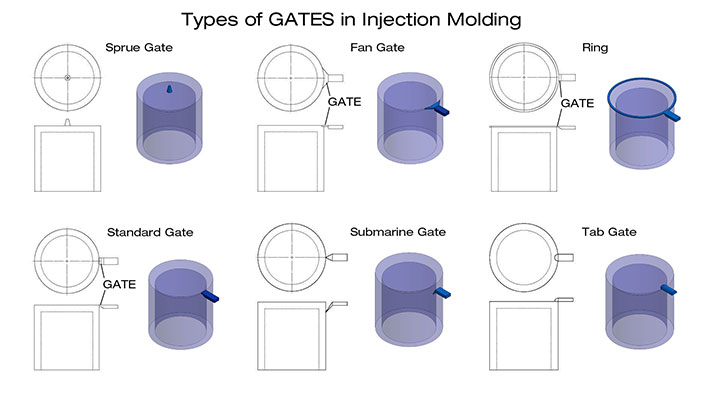
金型製作におけるゲートの種類
ゲートとは何ですか?
ゲートは、メインチャネルと金型キャビティの間の狭い交差点です。 これは、溶融プラスチックが金型キャビティに流入するポイントです。 注入された溶融プラスチックは金型キャビティ内で固化して製品を形成しますが、プラスチックはゲートでも固化するため、製品にプラスチックが残ります。 したがって、このプラスチック部品を取り外して、2プレート金型で手動切断するか、3プレート金型で自動切断して完成品を得る必要があります。 プラスチック製品からゲートを取り外した後、取り外した場所に跡が残ります。
ゲートは、製品と材料に応じて、キャビティ周辺のさまざまなポイントに配置できます。 それらは、丸い、平らな、いくつかは細いくなっている、いくつかは一定の直径を維持するなど、さまざまな形状を持つことができます。
ゲートの種類と位置が重要なのはなぜですか?
ゲート(Gate)は、全体的なサイクル時間、金型のコスト、及びプラスチック製品の美的仕上げに影響を与える可能性があります。 したがって、金型を作成する場合、エンジニアは金型を設計する前に、ゲートのタイプとゲートの位置を決定する必要があります。
金型キャビティに入る材料のゲート位置とゲートを決定すると、射出圧力とプラスチック溶融温度に影響を与える可能性があります。これは、金型キャビティ内のプラスチック充填に大きな影響を与えます。 小さなゲートは、金型キャビティへの射出圧力を増加させ、背圧を引き起こし、ゲートの周囲にフローマークを形成する可能性があります。
ゲートは、エジェクターピンの位置から安全な距離に配置する必要もあります。 流れを促進し、製品の欠陥を防ぐために、理想的な位置は大きな肉厚がある箇所の近くです。
タイプ 1:サブマリンゲート(Submarine Gate)
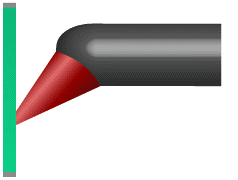
サブマリンゲートは、2プレート金型で使用される射出成形ゲートタイプです。サブマリンゲートは通常、射出成形金型を効率的に充填できるように角に配置されます。 サドマリンゲートは、ABS(アクリロニトリルブタジ
エンスチレン)、ポリプロピレン(PP)、低密度ポリエチレン(LDPE)、高密度ポリエチレン(HDPE)などのいくつかのプラスチックに適しています。
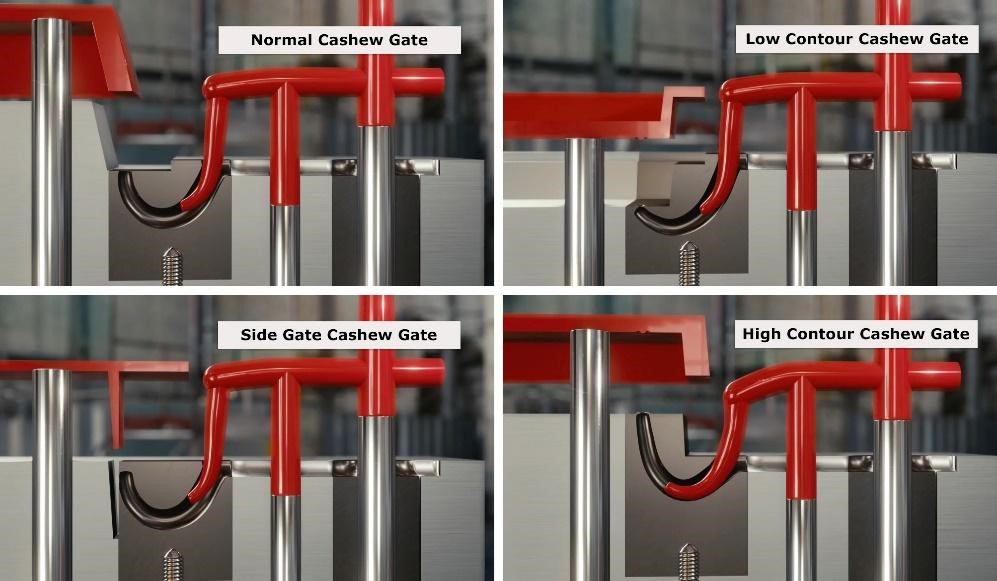
タイプ2:カシューゲート(Cashew gate)
カシューゲートは、ゲートの取り外し中に変形する可能性のある製品に一般的に使用されます。 カシューゲートは、標準のサブマリンゲートでは接続できない射出成形金型の難しい箇所にアクセスできます。 このタイプのゲートは、プラスチックのタイプによって制限されません。
タイプ3:エッジゲート(Edge Gate)
エッジゲートは、最も単純に設計されたゲートタイプです。 エッジゲートは、製品の厚い部分のエッジに使用されます。 射出成形後に沈み跡や表面欠陥を残しません。 エッジゲートはプラスチックの高い特性を必要とせず、射出成形プロセスを最適化するための設計が単純な場合に適しています。
タイプ4:スプルーゲート(ダイレクトゲート)
ダイレクトゲートはシンプルゲートタイプで、射出成形で一般的に使用されています。 それは、射出成形中の圧力解放を可能にする円錐を備えた円形の断面を持っています。 シンプルなデザインは金型のコストを削減するのに適していますが、製品に跡を残す可能性があります。 また、プラスチック製品から手動で取り外す必要があるため、成形後に取り外すには追加の人員が必要です。 ダイレクトゲートはすべてのプラスチックに適しています。
タイプ5:ダイヤフラムゲート(Diaphragm Gate)
ダイヤフラムゲートは、外観がスプルーゲートに似ています。 これらのタイプのゲートは、同心形状の製品でよく使用されます。 ダイヤフラムゲートの最大の特徴の1つは、成形後のウエルドと部分的な反りを最小限に抑えることができることです。これは、大型プラスチック製品で一般的に使用され、射出成形を完了して部品を完全に充填するためにかなりの量の樹脂が必要です。 このゲート設計は、ほとんどのプラスチックに役立ちます。
タイプ6:ホットチップゲート(Hot tip gates)
ホットチップゲートは、ホットランナー金型システム専用のゲートの一種です。 ホットランナー金型では、金型キャビティへのプラスチック充填プロセスをサポートするためにホットチップゲートが使用されます。 このタイプのゲートにより、成形プロセスの完了後にランナーのプラスチック部品を製品から取り外す必要がなくなります。 射出成形プロセスのサイクルタイムを短縮すると同時に、部品製造の全体的なコストを削減できます。 このポートは、成形プロセス後に小さな跡を残すことがよくあります。 ホットチップゲートは、ほとんどのプラスチックでも使用できます。
ゲートを配置する時の注意事項
- 樹脂が厚い部分から薄い部分に均等に分岐され、射出圧力が低下するように、ゲートを肉厚が最も大きい位置に配置する必要があります。
- 金型構造、製品形状、美的要件に基づいて、適切なゲートのタイプと金型配置を選択する。
- 最適な配置により、プラスチックが製品を簡単に充填されることができます。
- ゲートは、製品の美観に影響を与えない、製品の重要でない位置に配置する必要があります。
- 必要に応じてゲートとガスベントが適切に配置されているため、ガスが簡単に逃げることができます。
- 金型の要件と金型のコストに基づいて、価格に適したゲートを選択します。
- 円形または円錐形の製品の場合、同心性を維持するためにゲートを中央に配置する必要があります。
- 美観を確保し、プラスチック材料を節約するために、ゲートは通常最小サイズに保たれます。ただし、製品の品質を確保するには、適切なサイズを計算する必要があります。
- 必要に応じて、複数のゲートを設定できます。
- 最適なゲートの配置を決定し、製品の欠陥の可能性を予測するために、Moldflowなどの樹脂の流動解析ソフトウェアを使用する、
お問い合わせ
Duy Tan Precision Mold Co.、Ltd.
Hotline : +84 28 3754 5418 (ext. 728) | Fax: +84 28 37 54 54 16
Info@duytanmold.com | Facbook: https://www.facebook.com/KhuonChinhXacDuyTan