一段のインジェクションブロー成形プロセスと2段階のインジェクションブロー成形の比較
FMCG市場は絶えず変化して企業は製品のライフサイクルがますます短くなることに対して柔軟に適応する必要がある。生産コストは下がらず高昇しています。したがって、企業は常に利益を最大化するために包装コストを削減することを考えています。
コストを削減するために、パッキングメーカーは、金型生産の量とコストを削減するように技術を絶えず改善しています。そのため、現在のPETボトル生産は、2つの主要な方法に分かれています。それは一段のインジェクションブロー成形プロセスと2段階のインジェクションブロー成形プロセスです。企業は、生産する製品の生産性、形状、サイズ、品質、量に合った方法を選択する必要があります。
以下の詳細につきましては、DuyTan Moldは、これらニ方法の根本的な違いを分析します。
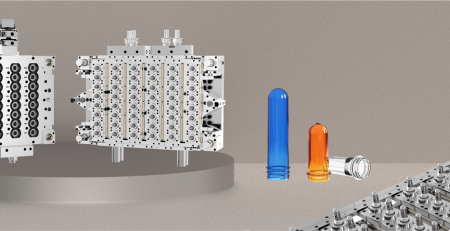
1/ 一段のインジェクションブロー成形プロセスとは?
これは、1台のマシンでプリフォームを作成し、プラスチック製品にプリフォームを吹き込むプロセスです。
一段のインジェクションブロー成形技術による原材料のボトルへの変換は、以下の手順に従います。
- PET材料を乾燥する。
- 各種のプリフォームの製品を成形するために、ノズルを通してプリフォーム成型の金型に原材料を溶解して射出する。
- 射出した製品を120°Cの温度まで冷却する
- プリフォームモールドからブローモールドにまだ暖かい内、プリフォームを移し、ボトルをプローするプロセスを行いましたます。

一段の金型吹き出しプロセスの利点と応用
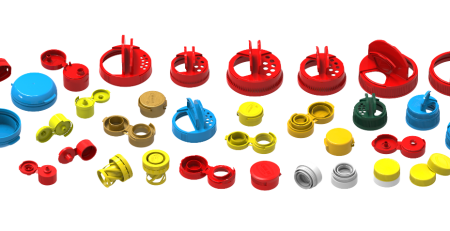
1台の機械でワークを成型してボトルを吹き付けるプロセス、また、製品の熱を加熱し保持するプロセスは表面および他の物体に接触されないまたは衝突しない閉じたプロセスで行われるため、製品は、汚れなしで、そのまま、光沢のある表面を維持することができます。それは、綺麗な製品を要求し、市場で高い販売価格を持っている製品を生産するために適しています。化粧品容器、エッセンシャルオイル、ボディケアなどの化粧品業界で最も適用されています.PET、PP、HDPE、PCなどの色々な材料でボトルを製造することが可能です。
一段のインジェクションブロー成形プロセスの利点は、以下の通りです。
- コンパクトで柔軟なシステムです。
- 吹き出されたボトルは汚れが付かない、また、傷が付かない。
- 小量または中量があるプロジェクトに適しています。
- 半製品を保管する必要がないため、数量及びプリフォームの生産プロセスを制御できる。
- 元のスクリューを制御できる。
- 2段階のインジェクションブロー成形より複雑な形状をプロー成形しやすい。
一段階のインジェクションブロー成形プロセスの欠点
プロー成型する前にプリフォームの品質チェックを行うことは困難です。
したがって、オペレータは、インジェクション及びプロー中に発生する欠陥を制御するためにインジェクション及びプローすることについて把握が必要です。
この方法は、インジェクションやプロー成形の両方のためのより多くの周辺機器を必要とし、気候により影響を受けやすく、ボトルを入れるためにより多くの面積を必要とします。
- 長いサイクル時間。
- 様々なボトルでプリフォームデザインの柔軟性を制限する。
- 小型製品に適している。
- 機械オペレーターは、インジェクションとプロー成形の両方に技術的な専門知識を持っている必要があります。
- インジェクション金型やプロー金型は、別の工程により最高の効率を達成できません。
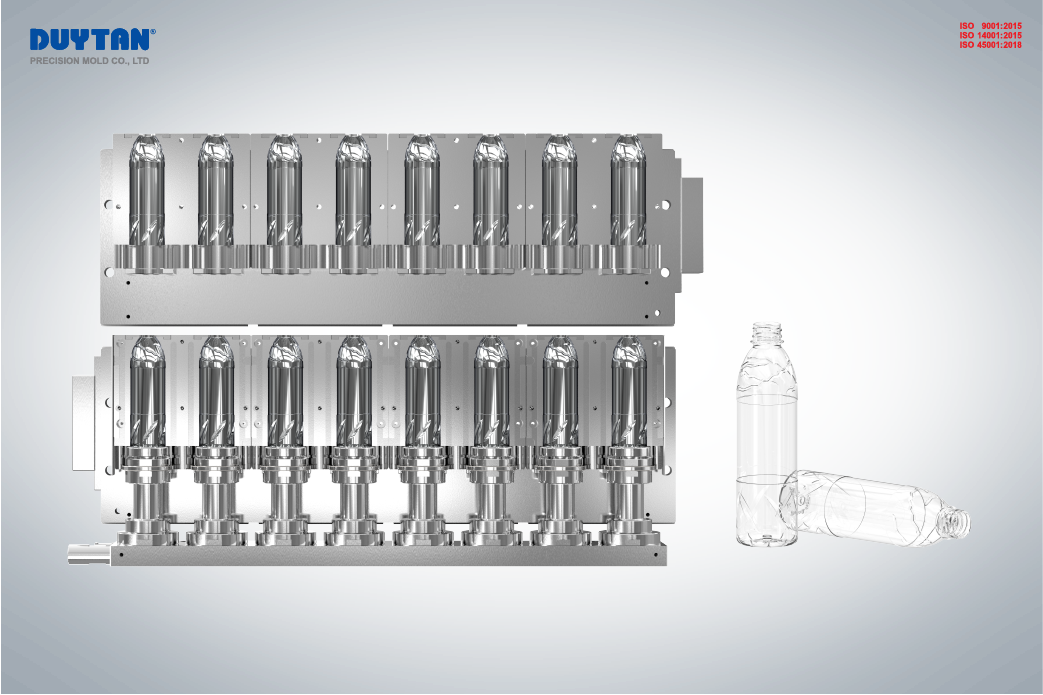
2/ 2段階のインジェクションブロー成形プロセスとは?
この方法では、プロフォームは、成型機と成型金型によって作成され、その後プリフォームが冷却され、半製品として保管されます。ボトルを製造する必要がある場合、プリフォームはボトルのプロー温度まで再び加熱され、ボトルのプロープロセスに移します。
- PET のプラスチックを乾燥する。
- 金型に原料を射出して成型する。
- 金型を冷却し製品を取る。
- PETのプリフォームを室温まで冷却する
- 半製品の処理と保管する。
- プリフォームをプロー機械に移し、再加熱する。
- ボトルをプローするプロセスを行う。
 |
 |
2段階の金型吹き込みプロセスの利点
再加熱中には加熱位置、加熱範囲、加熱冷却能力等は、様々なボトル形状とPETのプリフォーム形状に合わせて調整することができます。そして、均等な厚さのボトルを作成するために、プリフォームを均一に伸ばす。そのため、飲料水のボトルや炭酸飲料のボトルなど、高効率で軽量で費用対効果の高いボトルの製造に適しています。ボトルメーカーは、必ずしもプリフォーム金型に投資するわけではありませんが、低数量とき、コストを節約するために市場で既存プリフォームを購入することができます。ブロ機械は、工場の充填ラインに統合することもできます。さらに、分離のことは、メーカーが事前にプリフォームを生産し、在庫または次の営業シーズンを待っている間、別々のプリフォームを取引することができる製品の季節特性を最適化するのに役立ちます。
- 生産プロセスに柔軟性。
- 短いサイクル時間。
- プロセスはいつでも停止できます。
- 丸いボトルと比べてより良い肉厚さ。
- プリフォームとボトルは別売れる。
- 大量で生産する
2段階の金型吹き込みプロセスの欠点
インジェクションとプローのステップは別々であるため、ボトルプリフォームは、プローする前に保管せれ、輸送され、および調整される。プローした後もまだ見える衝撃により、プリフォームの表面が傷つくることがある。
再加熱時の内部温度と外部温度の差が大きいため、薄い形状ボトル、正方形ボトル、ハンドル付きのボトルなどのボトルを製造することが困難になります。
- 高いメンテナンスコスト。
- 大きな床面積が必要です。
- ボトルに傷が生じる可能性がある。
- プリフォームの製造中の潜在的な損傷: プリフォームでエラーは、製造プロセスに大きな影響を与える可能性があります。
総括
以上の2 つの生産プロセスの利点と欠点を分析した後、企業に適した生産プロセスは、主に各企業の製品品質と生産数量に依存します。
製品により、金型の開発では、企業は数量を推定し、適切な数の金型を計算する必要があります。Duy Tan Precision Mold Companyでは、一流の信頼的な国際機関の訓練を受けた一流の専門家で25年以上の発展を経ちました。弊社は貴社の金型の問題に関する包括的なソリューションとアドバイスを提供します。