ペットボトルのキャップはどのように作られていますか?
世界中で、人間は毎日何百万ものキャップを使用しています。キャップは日常生活で広く使用されており、薬、食用油、調理ソースに使用されたりしております。
それでは、そのキャップボトルはどこでどのように製造されたか。
以下の記事でご説明いたします。
I – キャップの構造 ― プラスチックのキャップ
プラスチックのキャップは、容器の密閉をする為の部分であり、使用するまで内容物が常にそこに保管されるようにします。
キャップの外面は開けやすいように滑らかではなく、模様が粗いことが多く、開封した事を証明するために、保護スクリューが付いていることもよくあります。
キャップの上部は平らする事により会社のロゴを印刷したり、製品ブランドを浮き文字加工を施します。一部の医薬品キャップ(チャイルドプルーフキャップ)には開封の指示を印刷できます。

キャップボトルには、ボトルネックの外ネジと一致するように製造された内ネジがあり、外ネジ内ネジによって蓋を所定の位置に保持します。内ネジ仕様は、市場に出回っているさまざまなボトルで使用するため、特定の基準に従って設計されています。さらに、キャップ径、キャップの高さ、スクリューピッチ、及びキャップサイズの規格は、キャップとボトルの間に組み合わせるのを容易にするために使用されます。キャップボトルの主要部分に加えて、キャップボトルのいくつかには、他の部品または、機密性を確保するために内側の裏地を含むかしょにプラスチックや銀板等々の材料で構成されてい要るものが存在しますが、現在、改良された一部は、環境を保護するためにこの部分を削除している製品も存在します。
II – キャップボトルの製造に使用されるプラスチック
キャップボトルの大半はリサイクル可能なプラスチックで作られています。最も一般的な4種類があります。
- PET(ポリエチレンテレフタレート:耐久性と軽量で、水、ソフトドリンクのキャップボトルに一般的に使用されます。
- HDPE(高密度ポリエチレン、): 持久性、強固、軽量。
- LDPE(低密度ポリエチレン): 柔軟性、衝撃強度が高い。
- PP(ポリプロピレン): 衝撃性に優れ丈夫で耐久性があり、キャップボトルに一般的に使用される。

キャップボトルは広く使用されているため、リサイクルを容易にするためにPP材を使用されます。 選択される材料は、使用時間、ボトル内に含まれる製品(水、粉末、ソースなど)およびその他の基準などの特性を考慮に入れる必要があります。 医薬品、食品、または飲料水と接触するキャップボトルを作成するための全ての材料は、食品の安全性と衛生、および信頼できる組織による認定の要件を満たすポリマーで作成する必要があります。
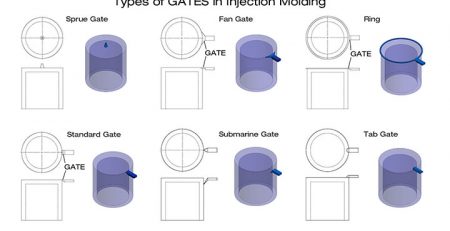
III- キャップボトルの製造方法
ほとんどのペットボトルのキャップは、射出成形と呼ばれるプロセスで製造されています。このプロセスにより、完成した各キャップは、同じ金型で製造されたキャップの高精度、サイズ、形状、または表面仕上げの均一性等々を達成できます。 このプロセスでは、プラスチックビーズは金属ホッパー内で加熱され、非常に柔らかく柔軟までになります。また、この段階でプラスチックに色を付けることができます。次に、軟化したプラスチックを高圧下で複雑な構造の金型用鋼材または金型用アルミニウムの型に射出します。ここで、樹脂が金型の空洞に充填され、凝固する為に冷却され、金型が開き、樹脂のキャップボトルが押し出しされます。
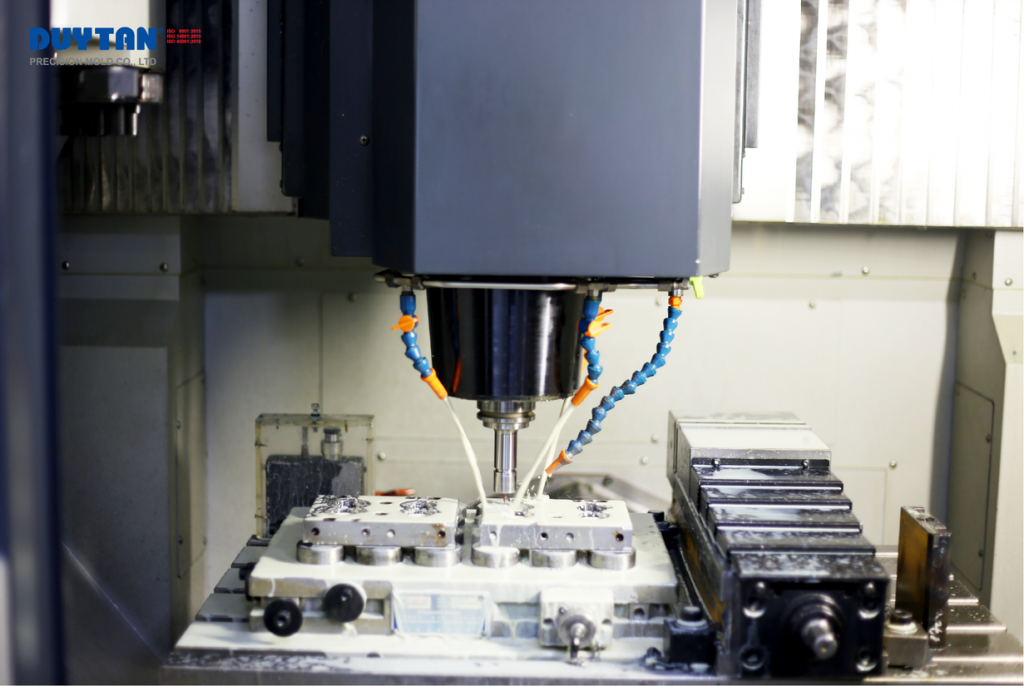
IV- キャップボトルの製造機械 ― 成型機
成型機はホッパー、スクリューロッドまたは射出バー、および発熱体で構成されています。金型は機械のタイバーに固定され、溶解プラスチックが射出穴から金型に充填されます。成型機は、機械が発揮できる型締力の負荷に応じて定格が定められています。この力により、射出成形中に金型が閉じたままになります。キャップボトルの製造では大型の機械は使用されず、60トンから450トンの機械で製造する事でよく使用されます。
*一般的な成型機については、5トン~6千トンにて製造しています。
V- ペットボトルのキャップ用成型の手順
-
クランプ
これは、金型の両側をクランプ装置で固定する初期手順です。タイバーは、シリンダーがプラスチックを金型に挿入できるよう準備された位置に金型をしっかりと固定します。
-
押し出し
ホッパーからスクリューシリンダーを通って、プラスチックビーズが加熱ゾーンに移動され、プラスチックビーズが液体に溶解し、金型に射出して空の金型内を充満します。
-
冷却
冷却プロセスにより、溶解したプラスチックは金型の形状に応じて固体になります。個々の金型には、考慮される各樹脂の熱特性、MFI、機械的特性などの肉厚に応じて、プラスチック製品の設計ごとに様々冷却時間があります。
-
製品を取り出す
金型を開閉した後、型の一部は、製品が希望の形状に達したときに製品を押し出すのに役立ちます。
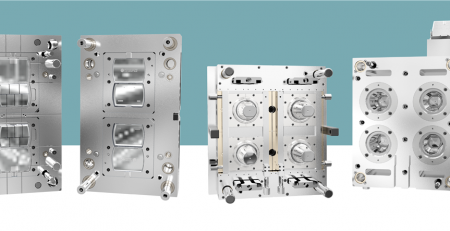
インジェクション金型
金型を製造するの材料
インジェクション金型は、製造プロセス中に多くのキャップを作成するために使用されます。金型は通常、硬質鋼、焼き入れ鋼、アルミニウム、または銅,ベリリウム合金で作られています。金型製作用の材料の選択は、主にコストと金型強度に基づいています。一般的に、原材料費は高くなりますが、その寿命が初期投資費用を補います。焼き入れされた金型は摩耗がより少なく、大量生産の要件に使用されます。鋼材の硬度は、ロックウェルCスケールの38〜45の金型で一般的に使用されます。焼き入れ鋼の型は、硬度と寿命を延ばすため、機械加工後に熱処理されます。それらの硬度は50から60ロックウェルC(HRC)の範囲です。場合によっては、アルミニウムが最新の機械と技術で正確に機械加工されている場合にも使用され、数十万の生産サイクルに対応できます。ベリリウム銅は、急冷が必要な金型の領域や高温処理が必要な領域で使用されます。金型は、CNC加工または放電加工(EDM)で製造できます。
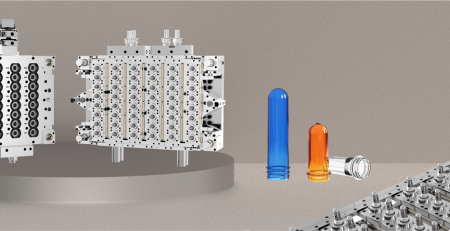
金型の強度
各々のインジェクション金型は、通常、数千サイクル実行され、年間を通じて数百万サイクル使用されます。上に示した写真ように、各金型はサイクルごとに多数のキャップを作成するように設計されています。これらの金型は、キャップボトルの形状を作成するだけでなく、金型の強度が最大数百トンまでの圧力に耐えるように設計されています。0.3〜0.6トンの衝撃で受けた金型の接触面積1㎠ごとに製品の形状を作成するため。確実に保持するために金型は、製品を変形させたり、製品を傷がつかないように押し出すため、エジェクター構造を統合する必要があります。 これらの最新の金型は、プラスチックの無駄を最小限に抑えたり、金型内で蓋を閉めたりするために、さまざまなテクノロジーと統合されています。
射出成形金型は高精度で作成され、可能な限り完璧に近い表面仕上げが施されているため、製造プロセスにおけるエンジニアの高い経験と高い技術が必要です。
したがって、キャップボトルの作成は簡単ではなく、製造メーカ各社の提案と要望が必要です。サイズ、形状、機能、キャップの直径の基準、首の高さ、スクリュ-のピッチ、またはキャップ、ストレッチスリーブ、シールが製品を保護、等々の外部装飾などユーザーの体験に影響を与える要因を考慮することが必要です。また、使用する材料、中に含まれる分質、安全基準も考慮する必要があるため、製造メーカ各社が作成するのは大変な労力を要します。
(DuyTan精密金型で、その他のサービスを参照してください)