
11
3月
金型製造に関しては、鋼又はアルミニウムが金型を構成する2つの主成分であり、製造コストの60%以上を占めています。 適切な工具鋼を選択すると、製品の品質とコストに大きな違いが生じる可能性があります。 選択を誤ると、製造工程で非常に深刻な問題が発生する可能性があります。成形中の数百トンまでの圧力に耐えられないため、金型が変形する可能性があります。 標準以下の鋼は、成形中に割れ、折れなどが発生する可能性があります。 より適切な材料を選択するために、メーカーは下記の質問に答える必要があります。
モールドセットで生産される成形品の量はどれくらいですか?
製品の望ましい表面仕上げは何ですか?
予想されるサイクルタイムはどれくらいですか?
使用されているプラスチック材料は何ですか?
割れやすい薄い鋼の箇所はありますか?
プラスチック製品の加工に使用される技術(射出成形、ブロー成形など)
耐摩耗性及び化学的腐食に対する耐性。
切削加工性、溶融温度、しぼ可能性
金属鋼で 物質の特徴
金型製造に適した鋼の種類を決定するために、鋼に存在する各元素の特性を明確に決定する必要があります。そこから、目的の生産ニーズに最適な鋼を選択できます。
炭素(C):炭素は鋼の最も重要な元素であり、炭素の程度は材料の硬度と強度を制御し、熱処理への応答、靭性、加工性は鋼の炭素密度に依存します。
マンガン(Mn):マンガンは、鋼中の炭素に次いで2番目に重要な元素である可能性があります。 Mnは炭素と同様の効果があり、鉄鋼メーカーは2つの組み合わせを使用して、目的の特性を持つ材料を取得します。
鉄鋼におけるMNの役割
穏やかな脱酸剤として、溶鋼から硫黄と酸素を除去し、スラグを形成する洗剤として機能します。
硬度と強度が上がりますが、鋼の靭性が低下します。
硫黄と結合して硫化マンガンを形成し、鋼の加工性を向上させます。
リン(P):鋼の引張強度を高め、加工性を向上させますが、耐食性に悪影響を及ぼし、溶接時に材料に亀裂が入る傾向が高まるため、一般に望ましくない不純物と見なされます。
硫黄(S):硫黄は一般的に不純物と見なされます。 硫黄は加工性を向上させますが、横方向の延性と衝撃強度を低下させ、縦方向の機械的特性にはほとんど影響を与えません。 また、耐食性や溶接性にも悪影響を及ぼします。
シリコン(Si):Siは鋼の主要な脱酸剤の1つです。 Siは溶鋼から酸素気泡を取り除くのに役立ちます。 これは、鋼を作るために最も一般的に使用される要素です。
クロム(Cr):クロムを鋼に添加すると、鋼の硬度が高まり、耐食性が向上します。 ステンレス鋼は12%以上のクロムを含むことができます。 鋼中のクロムの割合が1.1%を超えると、鋼を酸化から保護する表面層が形成されます。
バナジウム(V):化学元素バナジウムの効果はMn、Mo、Cbの効果と似ています。 他の合金元素と併用すると、硬度、強度、耐衝撃性が向上します。 高温軟化、耐圧能力、耐摩耗性が向上します。 バナジウムは、他の合金元素とともに窒化、ばね鋼の加熱に使用されます。
タングステン(W):タングステンは、クロム、バナジウム、モリブデン、又はマンガンとともに使用され、切削工具に使用される鋼を製造します。 鋼が高温でその硬度を維持するのに役立ちます。
モリブデン(Mo):モリブデンはマンガンやバナジウムと同様の効果があり、硬度を高め、高温での作業能力も耐食性を向上させます
コバルト(Co):コバルトは、高温での鋼の作業性と透磁率を向上させます。 硬度が上がり、(熱処理プロセスで)焼入れ温度を高くすることもできます。
ニッケル(Ni):鋼の耐食性を高めることに加えて、硬度を高めるためにNiが鋼に添加されます。 ニッケルは、他の合金元素、特にクロムやモリブデンと組み合わせて使用されることがよくあります。... read more
03
5月
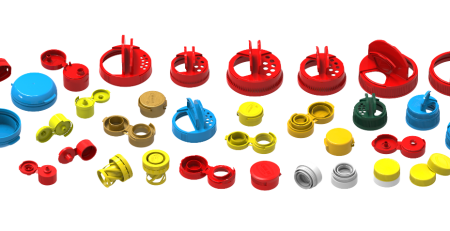
世界中で、人間は毎日何百万ものキャップを使用しています。キャップは日常生活で広く使用されており、薬、食用油、調理ソースに使用されたりしております。
それでは、そのキャップボトルはどこでどのように製造されたか。
以下の記事でご説明いたします。
I – キャップの構造 ― プラスチックのキャップ
プラスチックのキャップは、容器の密閉をする為の部分であり、使用するまで内容物が常にそこに保管されるようにします。
キャップの外面は開けやすいように滑らかではなく、模様が粗いことが多く、開封した事を証明するために、保護スクリューが付いていることもよくあります。
キャップの上部は平らする事により会社のロゴを印刷したり、製品ブランドを浮き文字加工を施します。一部の医薬品キャップ(チャイルドプルーフキャップ)には開封の指示を印刷できます。
キャップボトルには、ボトルネックの外ネジと一致するように製造された内ネジがあり、外ネジ内ネジによって蓋を所定の位置に保持します。内ネジ仕様は、市場に出回っているさまざまなボトルで使用するため、特定の基準に従って設計されています。さらに、キャップ径、キャップの高さ、スクリューピッチ、及びキャップサイズの規格は、キャップとボトルの間に組み合わせるのを容易にするために使用されます。キャップボトルの主要部分に加えて、キャップボトルのいくつかには、他の部品または、機密性を確保するために内側の裏地を含むかしょにプラスチックや銀板等々の材料で構成されてい要るものが存在しますが、現在、改良された一部は、環境を保護するためにこの部分を削除している製品も存在します。
II – キャップボトルの製造に使用されるプラスチック
キャップボトルの大半はリサイクル可能なプラスチックで作られています。最も一般的な4種類があります。
PET(ポリエチレンテレフタレート:耐久性と軽量で、水、ソフトドリンクのキャップボトルに一般的に使用されます。
HDPE(高密度ポリエチレン、): 持久性、強固、軽量。
LDPE(低密度ポリエチレン): 柔軟性、衝撃強度が高い。
PP(ポリプロピレン): 衝撃性に優れ丈夫で耐久性があり、キャップボトルに一般的に使用される。
キャップボトルは広く使用されているため、リサイクルを容易にするためにPP材を使用されます。 選択される材料は、使用時間、ボトル内に含まれる製品(水、粉末、ソースなど)およびその他の基準などの特性を考慮に入れる必要があります。 医薬品、食品、または飲料水と接触するキャップボトルを作成するための全ての材料は、食品の安全性と衛生、および信頼できる組織による認定の要件を満たすポリマーで作成する必要があります。
III- キャップボトルの製造方法
ほとんどのペットボトルのキャップは、射出成形と呼ばれるプロセスで製造されています。このプロセスにより、完成した各キャップは、同じ金型で製造されたキャップの高精度、サイズ、形状、または表面仕上げの均一性等々を達成できます。 このプロセスでは、プラスチックビーズは金属ホッパー内で加熱され、非常に柔らかく柔軟までになります。また、この段階でプラスチックに色を付けることができます。次に、軟化したプラスチックを高圧下で複雑な構造の金型用鋼材または金型用アルミニウムの型に射出します。ここで、樹脂が金型の空洞に充填され、凝固する為に冷却され、金型が開き、樹脂のキャップボトルが押し出しされます。
IV- キャップボトルの製造機械 ― 成型機
成型機はホッパー、スクリューロッドまたは射出バー、および発熱体で構成されています。金型は機械のタイバーに固定され、溶解プラスチックが射出穴から金型に充填されます。成型機は、機械が発揮できる型締力の負荷に応じて定格が定められています。この力により、射出成形中に金型が閉じたままになります。キャップボトルの製造では大型の機械は使用されず、60トンから450トンの機械で製造する事でよく使用されます。
*一般的な成型機については、5トン~6千トンにて製造しています。
V- ペットボトルのキャップ用成型の手順
クランプ
これは、金型の両側をクランプ装置で固定する初期手順です。タイバーは、シリンダーがプラスチックを金型に挿入できるよう準備された位置に金型をしっかりと固定します。
押し出し
ホッパーからスクリューシリンダーを通って、プラスチックビーズが加熱ゾーンに移動され、プラスチックビーズが液体に溶解し、金型に射出して空の金型内を充満します。
冷却
冷却プロセスにより、溶解したプラスチックは金型の形状に応じて固体になります。個々の金型には、考慮される各樹脂の熱特性、MFI、機械的特性などの肉厚に応じて、プラスチック製品の設計ごとに様々冷却時間があります。
製品を取り出す
金型を開閉した後、型の一部は、製品が希望の形状に達したときに製品を押し出すのに役立ちます。
インジェクション金型
金型を製造するの材料
インジェクション金型は、製造プロセス中に多くのキャップを作成するために使用されます。金型は通常、硬質鋼、焼き入れ鋼、アルミニウム、または銅,ベリリウム合金で作られています。金型製作用の材料の選択は、主にコストと金型強度に基づいています。一般的に、原材料費は高くなりますが、その寿命が初期投資費用を補います。焼き入れされた金型は摩耗がより少なく、大量生産の要件に使用されます。鋼材の硬度は、ロックウェルCスケールの38〜45の金型で一般的に使用されます。焼き入れ鋼の型は、硬度と寿命を延ばすため、機械加工後に熱処理されます。それらの硬度は50から60ロックウェルC(HRC)の範囲です。場合によっては、アルミニウムが最新の機械と技術で正確に機械加工されている場合にも使用され、数十万の生産サイクルに対応できます。ベリリウム銅は、急冷が必要な金型の領域や高温処理が必要な領域で使用されます。金型は、CNC加工または放電加工(EDM)で製造できます。
金型の強度
各々のインジェクション金型は、通常、数千サイクル実行され、年間を通じて数百万サイクル使用されます。上に示した写真ように、各金型はサイクルごとに多数のキャップを作成するように設計されています。これらの金型は、キャップボトルの形状を作成するだけでなく、金型の強度が最大数百トンまでの圧力に耐えるように設計されています。0.3〜0.6トンの衝撃で受けた金型の接触面積1㎠ごとに製品の形状を作成するため。確実に保持するために金型は、製品を変形させたり、製品を傷がつかないように押し出すため、エジェクター構造を統合する必要があります。 これらの最新の金型は、プラスチックの無駄を最小限に抑えたり、金型内で蓋を閉めたりするために、さまざまなテクノロジーと統合されています。
射出成形金型は高精度で作成され、可能な限り完璧に近い表面仕上げが施されているため、製造プロセスにおけるエンジニアの高い経験と高い技術が必要です。
したがって、キャップボトルの作成は簡単ではなく、製造メーカ各社の提案と要望が必要です。サイズ、形状、機能、キャップの直径の基準、首の高さ、スクリュ-のピッチ、またはキャップ、ストレッチスリーブ、シールが製品を保護、等々の外部装飾などユーザーの体験に影響を与える要因を考慮することが必要です。また、使用する材料、中に含まれる分質、安全基準も考慮する必要があるため、製造メーカ各社が作成するのは大変な労力を要します。
(DuyTan精密金型で、その他のサービスを参照してください)
read more

28
4月
FMCG市場は絶えず変化して企業は製品のライフサイクルがますます短くなることに対して柔軟に適応する必要がある。生産コストは下がらず高昇しています。したがって、企業は常に利益を最大化するために包装コストを削減することを考えています。
コストを削減するために、パッキングメーカーは、金型生産の量とコストを削減するように技術を絶えず改善しています。そのため、現在のPETボトル生産は、2つの主要な方法に分かれています。それは一段のインジェクションブロー成形プロセスと2段階のインジェクションブロー成形プロセスです。企業は、生産する製品の生産性、形状、サイズ、品質、量に合った方法を選択する必要があります。
以下の詳細につきましては、DuyTan Moldは、これらニ方法の根本的な違いを分析します。
1/ 一段のインジェクションブロー成形プロセスとは?
これは、1台のマシンでプリフォームを作成し、プラスチック製品にプリフォームを吹き込むプロセスです。
一段のインジェクションブロー成形技術による原材料のボトルへの変換は、以下の手順に従います。
PET材料を乾燥する。
各種のプリフォームの製品を成形するために、ノズルを通してプリフォーム成型の金型に原材料を溶解して射出する。
射出した製品を120°Cの温度まで冷却する
プリフォームモールドからブローモールドにまだ暖かい内、プリフォームを移し、ボトルをプローするプロセスを行いましたます。
一段の金型吹き出しプロセスの利点と応用
1台の機械でワークを成型してボトルを吹き付けるプロセス、また、製品の熱を加熱し保持するプロセスは表面および他の物体に接触されないまたは衝突しない閉じたプロセスで行われるため、製品は、汚れなしで、そのまま、光沢のある表面を維持することができます。それは、綺麗な製品を要求し、市場で高い販売価格を持っている製品を生産するために適しています。化粧品容器、エッセンシャルオイル、ボディケアなどの化粧品業界で最も適用されています.PET、PP、HDPE、PCなどの色々な材料でボトルを製造することが可能です。
一段のインジェクションブロー成形プロセスの利点は、以下の通りです。
コンパクトで柔軟なシステムです。
吹き出されたボトルは汚れが付かない、また、傷が付かない。
小量または中量があるプロジェクトに適しています。
半製品を保管する必要がないため、数量及びプリフォームの生産プロセスを制御できる。
元のスクリューを制御できる。
2段階のインジェクションブロー成形より複雑な形状をプロー成形しやすい。
一段階のインジェクションブロー成形プロセスの欠点
プロー成型する前にプリフォームの品質チェックを行うことは困難です。
したがって、オペレータは、インジェクション及びプロー中に発生する欠陥を制御するためにインジェクション及びプローすることについて把握が必要です。
この方法は、インジェクションやプロー成形の両方のためのより多くの周辺機器を必要とし、気候により影響を受けやすく、ボトルを入れるためにより多くの面積を必要とします。
長いサイクル時間。
様々なボトルでプリフォームデザインの柔軟性を制限する。
小型製品に適している。
機械オペレーターは、インジェクションとプロー成形の両方に技術的な専門知識を持っている必要があります。
インジェクション金型やプロー金型は、別の工程により最高の効率を達成できません。
2/ 2段階のインジェクションブロー成形プロセスとは?
この方法では、プロフォームは、成型機と成型金型によって作成され、その後プリフォームが冷却され、半製品として保管されます。ボトルを製造する必要がある場合、プリフォームはボトルのプロー温度まで再び加熱され、ボトルのプロープロセスに移します。
PET のプラスチックを乾燥する。
金型に原料を射出して成型する。
金型を冷却し製品を取る。
PETのプリフォームを室温まで冷却する
半製品の処理と保管する。
プリフォームをプロー機械に移し、再加熱する。
ボトルをプローするプロセスを行う。
2段階の金型吹き込みプロセスの利点
再加熱中には加熱位置、加熱範囲、加熱冷却能力等は、様々なボトル形状とPETのプリフォーム形状に合わせて調整することができます。そして、均等な厚さのボトルを作成するために、プリフォームを均一に伸ばす。そのため、飲料水のボトルや炭酸飲料のボトルなど、高効率で軽量で費用対効果の高いボトルの製造に適しています。ボトルメーカーは、必ずしもプリフォーム金型に投資するわけではありませんが、低数量とき、コストを節約するために市場で既存プリフォームを購入することができます。ブロ機械は、工場の充填ラインに統合することもできます。さらに、分離のことは、メーカーが事前にプリフォームを生産し、在庫または次の営業シーズンを待っている間、別々のプリフォームを取引することができる製品の季節特性を最適化するのに役立ちます。
生産プロセスに柔軟性。
短いサイクル時間。
プロセスはいつでも停止できます。
丸いボトルと比べてより良い肉厚さ。
プリフォームとボトルは別売れる。
大量で生産する
2段階の金型吹き込みプロセスの欠点
インジェクションとプローのステップは別々であるため、ボトルプリフォームは、プローする前に保管せれ、輸送され、および調整される。プローした後もまだ見える衝撃により、プリフォームの表面が傷つくることがある。
再加熱時の内部温度と外部温度の差が大きいため、薄い形状ボトル、正方形ボトル、ハンドル付きのボトルなどのボトルを製造することが困難になります。
高いメンテナンスコスト。
大きな床面積が必要です。
ボトルに傷が生じる可能性がある。
プリフォームの製造中の潜在的な損傷: プリフォームでエラーは、製造プロセスに大きな影響を与える可能性があります。
総括
以上の2 つの生産プロセスの利点と欠点を分析した後、企業に適した生産プロセスは、主に各企業の製品品質と生産数量に依存します。
製品により、金型の開発では、企業は数量を推定し、適切な数の金型を計算する必要があります。Duy Tan Precision Mold Companyでは、一流の信頼的な国際機関の訓練を受けた一流の専門家で25年以上の発展を経ちました。弊社は貴社の金型の問題に関する包括的なソリューションとアドバイスを提供します。
read more

25
7月
プラスチック射出成形プロセスでは、製品のさまざまな条件に適用される多くの種類のプラスチックがあります。 ただし、プラスチック射出プロセスでは、熱可塑性プラスチックの一部の特性が低下したり、製品の要件を満たすことができない場合があります。したがって、製造における添加剤の適用は、プラスチックにより最適な特性を与えるのに役立ちます。プラスチック添加剤は、処理中に失われた特性を安定化または強化するのに役立つ材料の複雑な混合物です。 添加剤を混合することで、プラスチックをより安全に、よりきれいに、より硬く、よりカラフルにすることができます。
どのような添加剤の適用がプラスチックの特性を改善しますか
基本的に、射出成形によってプラスチック製品を製造する目的は、完成品の品質を損なったり低下させたりすることなく、熱可塑性分子を組織化して新しい形状に再成形することです。 処理中にプラスチックの特性が大きく変化すると、添加剤がこれらの問題の解決に役立ちます。
混合プロセスで樹脂と添加剤を混合することにより、達成するプラスチックの物理的、熱的、電気的伝導性、または美的特性を変えるのに役立ちます。 今日、市場には何千もの添加剤があります。 射出成形プロセスで使用される最も一般的な添加剤の用途のいくつかを次に示します。
着色剤:製品に色、蛍光やパターンなどの特殊効果を追加するために使用されます。
抗菌性:食品に関連する又は何度も再利用される製品の表面にバクテリア、カビの蓄積を制御するために使用されます。材料が微生物の攻撃を受けやすく、変色、臭気の喪失、美観の喪失、電気絶縁の喪失、衛生状態、および材料全体の機械的特性の喪失をもたらす可能性があるプラスチック材料の劣化を防ぐのに役立ちます。
帯電防止:静電気を減らすために使用され、電子機器や工業製品で一般的に使用されます。
UVスタビライザー:プラスチックの機械的特性を太陽から保護し、紫外線の吸収を最小限に抑えるために使用されます。
可塑剤と繊維:プラスチックをより柔らかく、より柔軟で、より展性のあるものにするために使用され、プラスチック繊維に強度と剛性を追加します。
難燃剤:製品を耐火性にするため、またはプラスチック製品の燃焼の可能性を排除するため、または燃焼プロセスを遅くするために使用されます。
蛍光増白剤:白色度を改善するために使用されます。
外部潤滑剤:処理中のプラスチックまたは金型への損傷を避けるため。 材料に使用するか、機械に直接使用して、損傷することなく取り扱うことができます。
酸化防止剤:酸素と反応性ポリマーの「酸化」を防ぐのに役立ちます。 酸化は、衝撃強度の低下、伸び、表面のひび割れ、変色を引き起こす可能性があります。 酸化防止剤は、樹脂が高温で処理されるときの熱酸化反応と、樹脂が紫外線にさらされるときの光酸化プロセスを防ぐのに役立ちます。
生分解性:プラスチックをより柔らかく、より柔軟にし、製品の分解性を高めるために使用されます。
フィラー:硬度を向上させたり、材料のコストを削減するために使用される天然物質です。通常、ミネラルベースのフィラーは、樹脂の全体的な「質量」を増加させます。
熱安定剤:処理中のポリマーの劣化を防ぎます。 この処理により、材料メーカーが推奨する温度よりも高い温度になることがよくあります。この場合、熱安定剤がポリマーの分子構造の破壊を防ぎます。
添加剤適用のメリット
添加剤が熱可塑性プラスチックにもたらす利点のリストは次のとおりです。
製造コストの節約:添加剤は製品の寿命を延ばし、性能を向上させます。 プラスチック材料の処理時間と保管を削減するために、成形前または成形中に添加剤を組み込むことができます。
安全性の向上:主に繊維や難燃剤などの添加剤は、衝突時の安全性を高め、家庭や企業での火災のリスクを軽減します。
製品の美観を向上させる:添加剤は、プラスチック製品に新しい形状やパターンを作成したり、伸ばしたり、磨いたり、傷を減らしたり、成形プロセスで残ったマークを隠したりするのに役立ちます。
よりクリーンな製品:医療分野では、プラスチックは低毒性、柔軟性、透明性、および高い衛生要件を備えた保存を必要とします。 したがって、一部の樹脂は、安定性と抗菌性を高めるために添加剤を使用する必要があります。 一般的な添加剤には、安定剤、繊維、可塑剤が含まれます。
寿命を延ばします:天然素材は経年劣化し、継続使用や電流による光、熱、天候、傷みなど多くの条件にさらされます。 添加剤は、これらのタイプの状態から目に見えない保護を提供します。
偽造防止:メーカーやブランド所有者が紫外線や紫の光を吸収する蛍光増白剤を使用して偽造品と戦う方法はたくさんあります。 次に、このエネルギーをより高い波長、通常は青色光で再放出します。
Duy Tan Precision Mold Co.、Ltd.は、プラスチック射出成形金型の製造に20年以上の経験があります。... read more

11
2月
金型解熱システム(冷却システム)とは何ですか?
冷却システムは、金型を解熱するのに役立つシステムであり、プラスチックが液体から固体に変化して最終製品の形状を形成するのを助ける役割を果たします。 冷却時間は金型サイクルタイムの約60%を占めるため、製品の品質を確保しながら冷却時間を短縮する方法は、生産時間を短縮するための重要な要素です。
金型に入れるプラスチックの溶融温度は通常約150°C~300°Cです。プラスチック材料を高温で金型に入れると、プラスチック材料からの大量の熱が金型に伝わり、金型冷却システムを介して冷却される必要があります。冷却システムが効果的に機能していない場合、金型温度が継続的に上昇し、生産サイクルに大きな影響を与える可能性があります。
目的
プラスチック材料が均一に冷却されるように、金型を安定した温度に保ちます。
急速冷却、熱が時間内に冷却されず、製品の変形を引き起こし、それによって廃棄物が発生する場合を回避します。
サイクルタイムを短縮し、生産能力を向上させます。
射出成形金型を冷却する方法
冷却システムには、空冷式または液冷式の2つの標準的な方法があります。
空冷金型は、周囲の空気に熱を放散して射出成形金型内で冷却するのに時間がかかるため、あまり使用されません。 この方法では、周囲の冷却コストが増加する可能性があります。
液冷金型が主な冷却源であり、エチレングリコールと水が最も一般的に使用される液体混合物です。 冷却水は、金型を流れるときに、金型から熱を取り除きます。 エチレングリコールは、金型冷却パイプライン内での錆の発生を防ぎ、製造中に金型を一定の温度に保つのに役立ちます。
冷却システムの設計
新しい射出成形金型用容器冷却システムを設計する場合、冷却を最大化し、サイクル時間を短縮するために対処する必要のあるいくつかの問題があります。
金型内の冷却チャネルは、製品の最も厚い部分の近くにある必要があります。
適切な冷却チャネルを配置し、高効率のために複数の小さな冷却チャネルを使用する
反りを防ぐために、金型の両側に冷却システムを均等に配置します。
適切な冷却管サイズ:直径5〜13mm(3/16″ -1/2″)。
熱伝導率の高い金型材料を選択してください。
合理的なプラスチック製品を設計します。
プラスチック製品の厚い箇所で冷却を強化します。
冷却水の出口と入口の温度差を厳密に制御します。
いくつかの冷却方法
バッフル板式冷却 (Baffle system)
通常の冷却チャネルによって、効果的に冷却できない金型の箇所では、バッフルを使用できます。 バッフルは、冷却水の流れを必要な箇所にリダイレクトします。
バッフルは、冷却スロットに金属板を挿入することによって構造される冷却システムのコンポーネントです。 バッフルは、冷却水がバッフルの一方の側を上に流れ、もう一方の側を下に流れるのを助けます。
バッフルの流れ面積が小さいため、流れ抵抗が大きくなります。 したがって、バッフルのサイズとこの領域の水配管を設計する際には注意が必要です。
ノズル式冷却(Bubblers)
冷却水はパイプの下部に入り、上部に押し出されてスプレーされます。 そこから、冷却水はノズルの外側を流れ、メインの冷却水の配管に戻ります。 この方法は、厚さの制限のために大きな冷却材経路を使用できない薄いコアで最もよく使用されます。
アングルホール状システムを設計する(Angle holed design)
この方法では、コーナーにドリルで穴を開けて、冷却水が流れる経路を作成します。 この方法の主な難しさは、ボアホールが均一な直径で交差しなければならないことです。
したがって、ドリルビットの長さを実際の水配管より長くする必要があります。 小さなボアホールのある深い穴は、EDMで加工できます。
ステップホール状冷却システム(Stepped hole design)
このシステムは、アングルホールシステムよりも設計が簡単ですが、このシステムの欠点は、穴を開けた後、流れを調整するために一端を塞ぐ必要があることです。 ただし、材料間の温度差により冷却水が漏れる可能性があるため、ストッパーは金型材料と同じ材料を使用する必要があります。
サーマルピンによって冷却
サーマルピンは高温ヒートパイプであり、射出成形、ブロー、押出成形などのさまざまな成形装置で使用されます。... read more

10
2月
ホットランナーシステムとは何ですか?
別名「ランナーレス成形」とも呼ばれるホットランナーは、射出式の成形金型で使用される電気で加熱チャネルのシステムです。プラスチック射出成形金型キャビティに直接射出するために、樹脂が流れる内部が常に溶融状態に保つことを目指します。ホットランナーシステム配置の金型はホットランナー金型と呼ばれ、金型の不可欠な部分であるプラスチック射出成形金型に直接取り付けられます。金型内の温度は、プラスチック製品の射出成形中に一定の温度を作り出すのに役立つコントローラー(Controllers)によって制御されます。
ホットランナーシステムの構造
ホットランナーシステムは、スプルーブッシング(Sprue bushing)、ノズルまで樹脂を分岐させる(マニホールド)、ノズル(Nozzle)、ゲート(Gate)のコンポーネントで構成されています。
スプルーブッシング(Sprue bushing)
スプルーブッシングは、機械のノズルからマニホールドまでのプラスチックを助ける部分です。 流路システムで均一な熱を確保するために、このノズルでも、プラスチックは熱流路システムの他の部分と同じ方法で加熱及び制御する必要があります。 このゾーンの温度が高温に敏感な材料に対して低すぎる場合、製品の表面は高品質を達しません。
機能:
成形機会のノズルに接続します。
機械からノズルに接続する流れシステムを密閉します。
必要に応じて圧力を下げます。
必要に応じて、可塑性樹脂流れをフィルタリングします。
ノズルまで樹脂を分岐させる(マニホールド)
マニホールドは、複数のノズルを介した間接射出の場合に使用されます。マニホールドは、機械の高温分岐から金型のキャビティまでのプラスチック分配プレートとして機能します。
機能
可塑性樹脂流れを輸送及び配布します。
射出中は樹脂温度を一定に保ちます。
樹脂流れへの圧力を伝達する。
ノズル(Nozzle)
ノズルはホットランナーシステムの最終的な位置であり、ゲートへの熱伝導体で構成されています。ゲートは、流路から金型キャビティに可塑性樹脂を供給する役割を果たします。
機能
ゲートに可塑性樹脂を供給します。
射出中は樹脂温度を一定に保ちます。
ゲート(Gate)
機能
金型キャビティに可塑性樹脂を供給します。
金型キャビティへの樹脂流路を維持します。
樹脂の流れを止めます。
オープンゲート(Open Gate)
結晶性及びアモルファスプラスチック材料に使用できます。オープンゲートで注意すべき仕様:ゲート直径、ゲートの冷却ゾーン、及び部品の品質を最適化するためのゲート先端部の温度制御。 オーペン方式のゲート(Open)は、部品の表面に小さな跡を残します。 この跡のサイズは、ゲートの形状と材料特性に直接関係しています。
オープンゲートを使用したシステム構造
1. Locating Ring
2. Socket Head Cap Bolt
3. Bolt Manifold Plate
4. Bolt Cavity... read more

19
4月
ボトルブローは、プラスチック材料から空のボトルを作成するプロセスです。このプロセスには、プリフォーム又はプラスチックチューブ(パリソン)の形でプラスチックを加熱及び膨張させることが含まれます。 二つのモールドプレートの間に配置されたプラスチック部品は、成形品の形状に似た中空形状になっています。次に、金型内部の形状に接触してフィットするまでプラスチックに空気を吹き込んで膨らませます。ブロープロセスが完了すると、製品は冷却され、押し出され、二次プロセスの準備のために余分な部分がトリミングされます。
ブロー成形には、主に射出ブロー成形(injection blow molding)と押出しブロー成形(extrusion blow molding)の2種類があります。これら2つの技術の主な違いは、ブロー成形がプリフォームの製造を実行し、ブロー実行時にプリフォームを保管して再加熱できることです。押出しブロー技術は、筒状の樹脂(パリソン)を製造するプロセスを実行し、パリソンが作成されたらすぐにブローする必要があります。
ブロー技術の歴史
ペットボトルのブロー技術は、古代の吹きガラスプロセスにそのルーツがあります。 溶融状態のガラスとプラスチックの両方を簡単に希望の形状に作成できます。 最初の吹きガラスプロセスは、フリーブローと呼ばれていました、紀元前1世紀頃に作成されました。 西暦1世紀までに、ブロー金型が形成され、ブロープロセスが自由形状に置き換わり始めました。
1850年、Samuel Armstrongは、ブロー成形材料として天然ゴムの使用について特許を取得しました。 1930年に、酢酸セルロースを原料として使用するPlax Corporationの最初の成形機が開発され、1939年に、英国のインペリアル化学工業によって低密度ポリエチレン(LDPE)が作成されました。 LDPEはブロー成形に適しています。ブロー成形は、ペットボトルのブロー成形業界の発展への道を開きました。 1950年代までに、ブロー成形業界は正式に開発され、商業化され、今日の最新のボトルブロー技術への道を開きました。
ブロー成形プロセス
ブロー成形は、溶融、均質化、押し出し、成形(ブロー)、冷却、及び押し出しからなる非常に単純なプロセスです。 各種製造工場では、冷却サイクル又は追加の加熱や添加剤と着色剤の組み合わせなどの追加のプロセスを使用する場合があります。 これらの追加プロセスは、設計と最終製品の使用目的によって異なります。
熱によるプラスチックの可塑化と溶融:プラスチックペレットがスクリュー、押出機に侵入して通過するとき、プラスチックは連続練りと加熱によって溶融します。 プラスチックを溶かすための熱を提供するために、電気加熱部品又は加熱リングが押出機の周りに巻かれています。 押出機スクリューは、各樹脂の仕様に均一に十分なせん断力と圧縮力を提供するように設計されています。
プラスチックを筒状の樹脂(パリソン)又はプリフォームに成形する:このプロセスは、デュアルプロセスになる前に、プラスチックをパリソン又はプリフォームの形に変換するのに役立ちます。
パリソンクランプ(型を閉じる):モールドプレートの2つの部分がパリソンでクランプされ、ボトルブロープロセスを実行するための穴が1つだけ残されます
ブロープラスチック:圧縮空気がプリフォームの内部に導入され、パリソンが隙間を埋めて金型の壁と一致するまで膨らませ、金型の形状に合わせて成形します。
製品の冷却と取り出す:プラスチックが金型壁に接触すると、製品のサイズを安定させるために所定の速度で冷却されます。 冷却後、金型が開き、製品が取り出されます。
トリミング、バリの除去:ブロー成形プロセスが完了した後、ほとんどのブロー成形金型にはバリと余分なプラスチックがあるため、製品の要件に応じてこれらの部品を除去する必要があります。
リークテスト:ペットボトルとパッケージで行う必要のあるプロセスです。... read more
23
5月
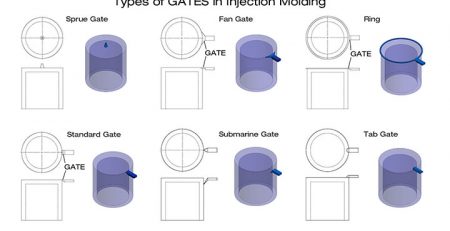
ゲートとは何ですか?
ゲートは、メインチャネルと金型キャビティの間の狭い交差点です。 これは、溶融プラスチックが金型キャビティに流入するポイントです。 注入された溶融プラスチックは金型キャビティ内で固化して製品を形成しますが、プラスチックはゲートでも固化するため、製品にプラスチックが残ります。 したがって、このプラスチック部品を取り外して、2プレート金型で手動切断するか、3プレート金型で自動切断して完成品を得る必要があります。 プラスチック製品からゲートを取り外した後、取り外した場所に跡が残ります。
ゲートは、製品と材料に応じて、キャビティ周辺のさまざまなポイントに配置できます。 それらは、丸い、平らな、いくつかは細いくなっている、いくつかは一定の直径を維持するなど、さまざまな形状を持つことができます。
ゲートの種類と位置が重要なのはなぜですか?
ゲート(Gate)は、全体的なサイクル時間、金型のコスト、及びプラスチック製品の美的仕上げに影響を与える可能性があります。 したがって、金型を作成する場合、エンジニアは金型を設計する前に、ゲートのタイプとゲートの位置を決定する必要があります。
金型キャビティに入る材料のゲート位置とゲートを決定すると、射出圧力とプラスチック溶融温度に影響を与える可能性があります。これは、金型キャビティ内のプラスチック充填に大きな影響を与えます。 小さなゲートは、金型キャビティへの射出圧力を増加させ、背圧を引き起こし、ゲートの周囲にフローマークを形成する可能性があります。
ゲートは、エジェクターピンの位置から安全な距離に配置する必要もあります。 流れを促進し、製品の欠陥を防ぐために、理想的な位置は大きな肉厚がある箇所の近くです。
タイプ 1:サブマリンゲート(Submarine Gate)
サブマリンゲートは、2プレート金型で使用される射出成形ゲートタイプです。サブマリンゲートは通常、射出成形金型を効率的に充填できるように角に配置されます。 サドマリンゲートは、ABS(アクリロニトリルブタジ
エンスチレン)、ポリプロピレン(PP)、低密度ポリエチレン(LDPE)、高密度ポリエチレン(HDPE)などのいくつかのプラスチックに適しています。
タイプ2:カシューゲート(Cashew gate)
カシューゲートは、ゲートの取り外し中に変形する可能性のある製品に一般的に使用されます。 カシューゲートは、標準のサブマリンゲートでは接続できない射出成形金型の難しい箇所にアクセスできます。 このタイプのゲートは、プラスチックのタイプによって制限されません。
タイプ3:エッジゲート(Edge Gate)
エッジゲートは、最も単純に設計されたゲートタイプです。 エッジゲートは、製品の厚い部分のエッジに使用されます。 射出成形後に沈み跡や表面欠陥を残しません。 エッジゲートはプラスチックの高い特性を必要とせず、射出成形プロセスを最適化するための設計が単純な場合に適しています。
タイプ4:スプルーゲート(ダイレクトゲート)
ダイレクトゲートはシンプルゲートタイプで、射出成形で一般的に使用されています。 それは、射出成形中の圧力解放を可能にする円錐を備えた円形の断面を持っています。... read more

01
12月
一般的な種類のプラスチックを区別する
プラスチックは、多種多様な製品の製造に使用される必須成分です。 いくつかの物品は、ペットボトル、くし、飲料用容器などプラスチックで作られる。プラスチックを使用する場合、ユーザーとメーカーは、適切な目的で使用するために、使用されるプラスチックの種類を明確に確定する必要があります。 普通、製品には特定の識別番号(SPIコード)が割り当てられますが、製品にプラスチックの種類が記載されていない場合があり、ユーザーがそれらを区別するのが困難になります。
下記の記事DuyTanMoldは、「様々な種類のプラスチックをどのように区別しますか?」という質問に答えます。
プラスチック製品でリサイクルシンボルよる区別する
ほとんどのプラスチック製品のプラスチック表面の下側または上側には、3つの矢印の三角形のリサイクルシンボルの内側に少数があります。 この番号は、ユーザーが製品のプラスチックの種類を簡単に識別できるようにします。 プラスチックの種類ごとに、一つの分子または様々な分子のセットで構成されています。 プラスチックがリサイクルされるとき、様々な分子は混合されません。このため、 様々な種類のプラスチックを別々に分離される必要がある。リサイクル番号は、様々な種類のプラスチックを分類するための統一された方法であり、リサイクル業者が分類プロセスを行うのに役立ちます。
この記号は、国際標準化機構(ASTM)によって発行された樹脂識別コード(Resin Identification code-RIC)と呼ばれます。 これに対応して、三角形に1〜7の数字が表示され、それぞれの数字は異なる意味を表します。 これは、ペットボトルを構成するプラスチックの種類を表す番号記号です。
ポリエチレンテレフタレート(PETE又はPET)
用途:PETは、コンシューマ向け製品で最も一般的に使用されているプラスチックの1つであり、ほとんどのウォーターボトル、ボトル、及び一部の包装にあります。
安全性のレベル:ペットボトルは食品や飲料に安全であると考えられています。科学者はペットボトルを1回だけ使用することを推奨しています。未処理の再利用を繰り返すと、細菌汚染や発がん性物質(antimonyとphthalates)の放出を引き起こす可能性があります。
リサイクル可能性:PETは、ボトルからボトルへ (bottle-to-bottle) 完全にリサイクル可能な材料です。
一般的にリサイクルPETから作られる製品には、新しいペットボトル、カーペット、衣類、工業用ベルト、ロープ、自動車部品、コートのフィラー、冬の寝袋、建材、保護パッケージが含まれます。
高密度ポリエチレン(HDPE)
用途:石油から作られたHDPEは、「アルカセン」または「ポリエチレン」と呼ばれることもあります。 高密度プラスチックとして、HDPEはプラスチックボトル、水道管、コンベヤーベルト、化粧品包装、化学薬品、屋外工具の製造に使用されています。
安全性のレベル:高密度HDPEは非常に優れた耐摩耗性を備えています。 HDPE製品は低温と高温の両方に耐えるため、様々な気象条件で使用できます。 彼らは多くの過酷な化学物質に耐えることができます。 これは、ユーザーにとって最も安全なプラスチックの1つです。
リサイクル可能性:HDPEはほとんど生分解性がなく、自然環境に危険な物質を生成しません。彼らは完全にリサイクルして、バージンプラスチックとして使用できます。
ポリ塩化ビニル(PVC)
用途:PVCは、ポリエチレンやポリプロピレンに次いで、世界で3番目に広く生産されている合成プラスチックポリマーです。 PVCの硬質フォームは、パイプ路線やドアや窓などの建設、ボトルの生産、非食品包装、磁気カードや銀行カードなどのカードなどのアプリケーションで使用されます。
安全性のレベル:PVCには、phthalates、鉛、cadmium・或いはorganotinsなどの危険な化学添加物が含まれており、健康に影響を与える可能性があります。 これらの有毒な添加物は、時間の経過とともに空気中に逃げるか蒸発するか可能性があり、ユーザー、特に子供に危険をもたらします。
リサイクル可能性:PVCはリサイクルがほぼ不可能です。 したがって、PVCの使用をできるだけ制限する必要があります。
低密度ポリエチレン(LDPE)
用途:LDPEは、様々な容器、ディスペンシングボトル、薬品・化粧品容器用ボトル、ストロー、ビニール袋の製造に広く使用されています。 ビニール袋として最も一般的に使用されます
安全性のレベル:LDPEは化学的に耐性があり、細菌汚染の影響を受けにくく、様々な温度で食品を保存するために使用した場合に有害な毒素を漏らしません。... read more
06
4月
3プレート金型
コンセプト:3プレート金型はコールドランナーシステムを使用した射出成形金型で、ランナーは2つの平面に配置され、金型を開くときに、製品を取り出すための開口部とランナーを取得するためのもう1つの開口部があります。 したがって、プッシュシステムを使用して製品とランナーを金型から取り出す場合は、2つのシステムを配置する必要があり、金型構造は2プレート金型よりも複雑で大きくなります。 3プレート金型は、ランナーを自動で切り離し製品を取り出せます。 複数のゲートを必要とする大型製品又は複数のゲートを必要とするマルチキャビティ金型の場合、3プレート金型を使用できます。
3プレート金型の構造
このタイプの金型を構成している3つの主要な部品は次のとおりです。
1. 固定側型板は成型機の固定板に取り付けられています。
2. キャビティプレートは他の2つのメインプレートにリンクされています。
3. 可動側型板は機械の可動板に取り付けられています。
1
サブ固定側取付板
16
ガイドブッシュ
2
固定側取付板
17
サポートピン
3
ランナーストリッパープレート
18
プーラーボルト
4
固定型板
19
ストッパーボルト
5
ストリッパープレート
20
エジェクタガイドピン
6
可動型板
21
リターンピン
7
バックアッププレート
22
ランナーエジェクションセット
8
スペーサーブロック
23
ランナーロックピン
9
インジェクタプレート上
24
ランナーロックピン用ブッシュ
10
インジェクタープレート下
25
ガイドブッシュ
11
ベースクランプ板
26
スプルーブッシュガイド
12
キャビティインサート
27
スプルーブッシュ
13
エジェクターブッシュ
28
ロケーティングリング
14
コアインサート
29
テーパー位置止めセット
15
ガイドピン
30
プラロック
動作原理
ステップ1:金型を閉じて、樹脂を製品に流入します。
ステップ2:金型を開く:型を開くとき、キャビティプレートが4つのプラロック(30)(パーティングロック)によってストリッパープレートに保持されるため、ランナーを含む側が最初に開きます。ランナーはランナーロックピンによって取り出せます。
金型は開き続け、プーラーボルト(18)のツバがパーティング面に接触します。このとき、パーティング面は分離できず、固定側取付板のクリアランスに沿ってストッパーボルト(19)を引っ張ります。固定側取付板とランナーロック板との接触面が開いており、開くとランナーロックピンが内側に引っ込み、ランナーストリッパープレートをブロックするため、ランナーがランナーロックピンから切り離します。
ステップ3:ランナーエジェクターピンは、スプリングの力でランナーを突き出します。
ステップ4:可動型板は開き続けて、サポートピンのブロッキングナットがパーティング面に作用します。この力は、プラロックの保持力よりも大きくなります。
ステップ5:プッシャーシステムが2つのインジェクタープレートを押し上げ、これら2つのプレートがエジェクタガイドピン上をスライドし、リターンピンを持ってきて、インジェクタープレートに衝撃を与え、製品を突き出します。
ステップ6:可動型板が閉じ、閉じる前にプッシュシステムが撤退し、次にスプリングが2つのインジェクタープレートを押してストリッパープレートを引き戻し、金型が閉じて新しいサイクルを実行します。
3プレートモールドのメリットとデメリット
2プレート金型と比較した3プレート金型のメリット
メリット
デメリット
+ ゲートの位置を簡単に選択できます。
+ 3プレート金型は通常金属プラグを使用しているため、組バラシが容易です。
+ 製品とランナーは分離されています。
+ 複雑な製品を生産できます。
+ 製造コストは2プレート金型よりも高い 。
+ 長い射出成形サイクル。
+ 成形機は大きなストロークが必要です。
+ 複雑な構造の金型、2プレート金型よりも耐久性が低い。
ホットランナー金型と比較した3プレート金型のメリットとデメリット
メリット
デメリット
• ホットランナーよりも安価に製造します。
• ホットランナーよりも故障する可能性が低い。
• 熱に弱い材料はより分解しにくい 。
• プラスチック素材の交換が簡単
• より長いサイクルタイム 。
• 成形工程後に樹脂ラインを処理する必要があります。
• より大きな射出圧力。
Duy Tan Mold会社の3プレート金型。
Duy Tan Mold Co.、Ltd.は、プラスチック射出成形金型の製造に20年以上の経験があります。 化粧品、医療、工業製品のキャップに3プレート金型技術を適用し、成形後の作業における投資と人件費を企業が最適化するできるよう支援します。
栄養補助食品容器用3プレート金型
工業品用3プレート金型
試験管キャップを製造する用3プレート金型
連絡先:
Duy Tan Mold Co.,Ltd
Hotline :... read more




